Transferir como PDF, PPTX



![E aparece o programa TWI [Gemba Leadership]
•Foi introduzido no Japão pelos EUA, nos anos 50, para ajudar a reconstrução
industrial e económica no pós-guerra.
•Foi absorvido por grandes empresas, como a Toyota.
•Concebido em tempo de guerra, o programa TWI tem provas dadas em termos
de aumentos drásticos de produtividade e qualidade.
• Podem muito bem ser o melhor programa de treino de supervisores alguma
vez criado.
A TOYOTA utiliza estes métodos desde então,
e os seus conteúdos estão praticamente inalterados
desde 1942
© Profitability Engineers, 2009 10](https://image.slidesharecdn.com/estabilidadebsica-confleanmanagement2009pt-091205135314-phpapp02/85/Estabilidade-Basica-Conf-Lean-Management-2009-Pt-10-320.jpg)
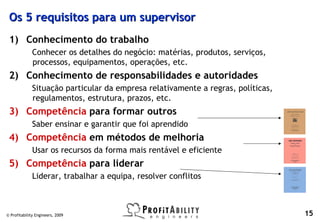

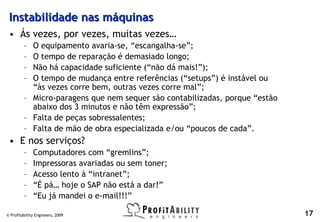

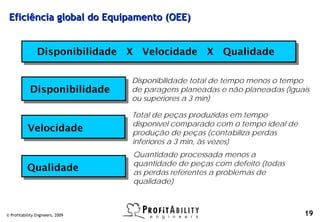
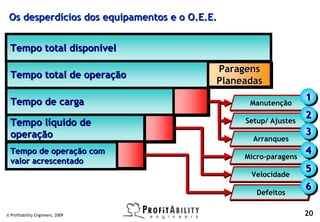








Este documento discute os princípios da estabilidade básica e sua importância para a implementação do Lean. Apresenta exemplos de instabilidades comuns nos processos relacionadas aos 5M's: mão-de-obra, máquinas, materiais, métodos e gestão. Também discute ferramentas Lean como o TWI, OEE, kanban e 5S para melhorar a estabilidade e reduzir desperdícios nos processos.