


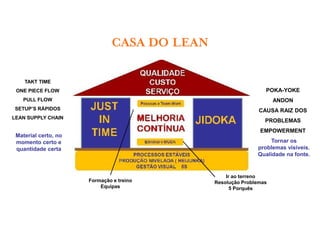

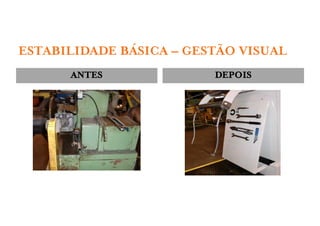


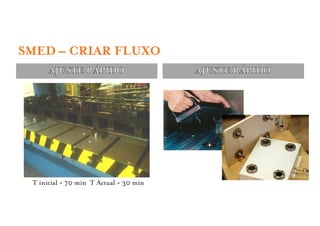

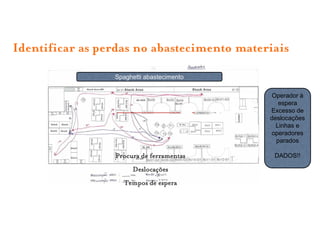






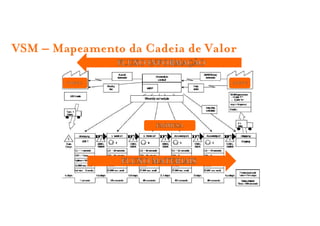




O documento introduz os princípios fundamentais do Lean Thinking, incluindo a eliminação dos sete desperdícios e a criação de valor para o cliente. Descreve também as ferramentas Lean como 5S, SMED, fluxo pull e envolvimento dos funcionários para melhorar continuamente os processos. A implementação do Lean requer mapear o fluxo de valor, diagnosticar problemas, formar equipes e criar um plano de ação para obter benefícios de longo prazo.
























































