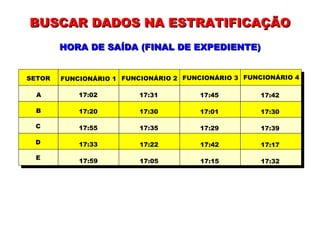
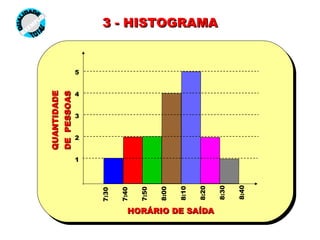
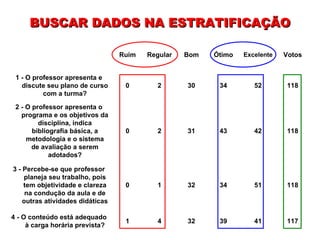
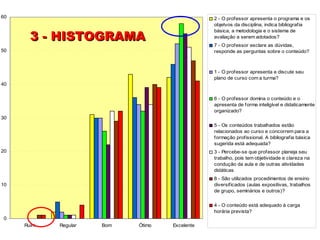
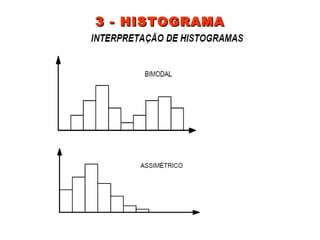
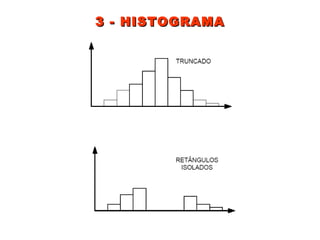
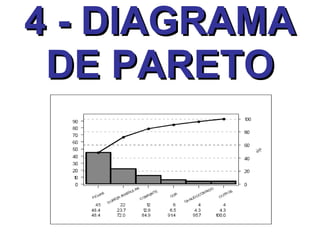
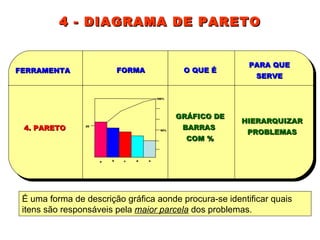
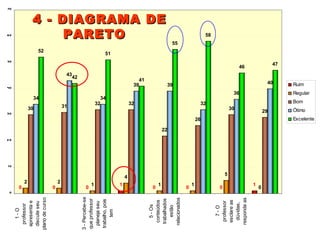
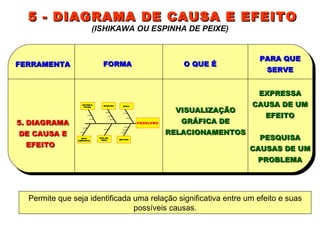
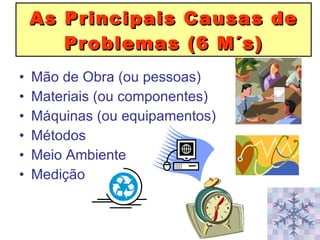
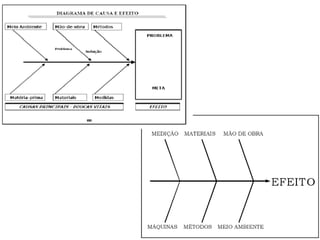
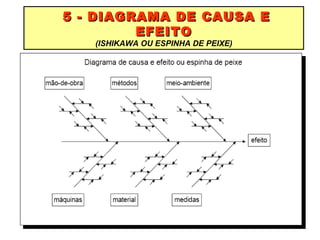
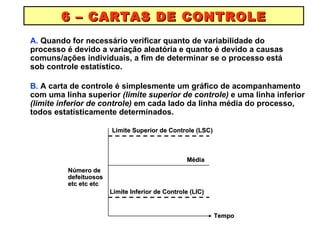
O documento descreve as sete ferramentas da qualidade, incluindo folhas de verificação, estratificação, histograma, diagrama de Pareto, diagrama de causa e efeito e cartas de controle. Essas ferramentas são usadas para coletar e analisar dados de forma a resolver problemas de qualidade de maneira organizada e estatística.