Baixado 222 vezes
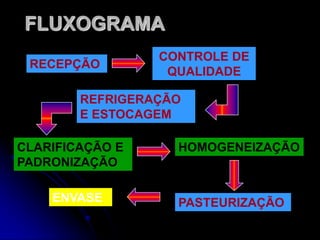
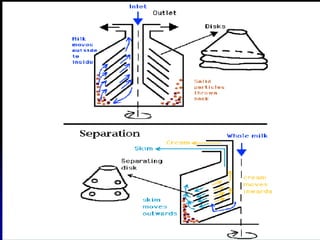
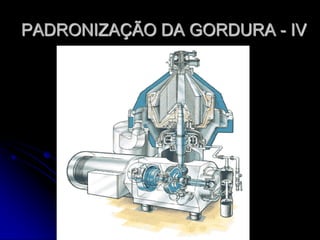

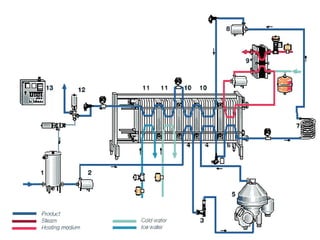





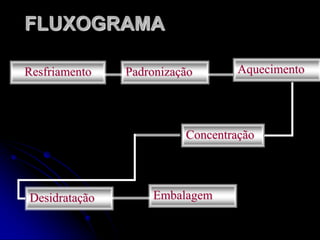
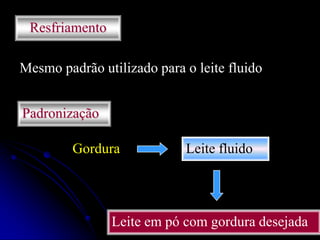
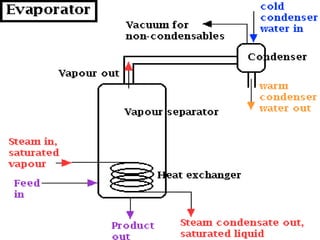
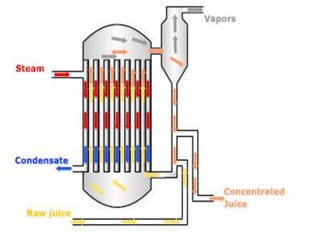
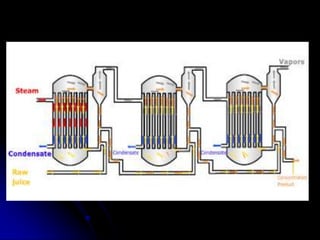
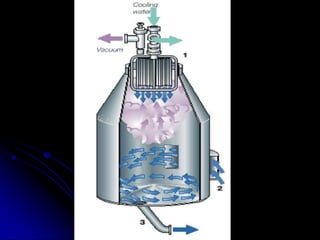
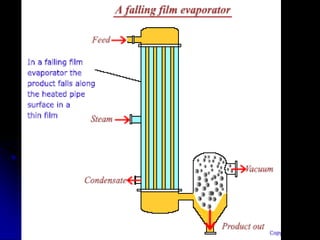
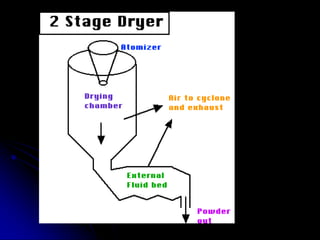
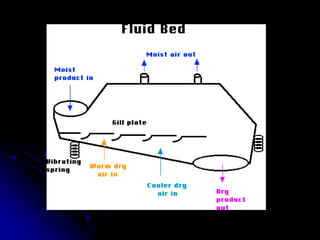
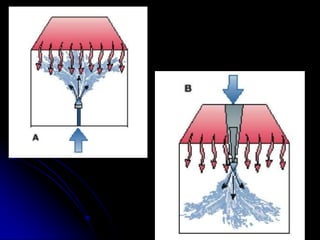
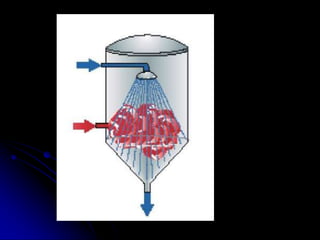
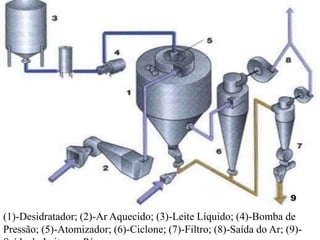



O documento descreve o processo de produção de leite em pó, incluindo as etapas de resfriamento, padronização da gordura, aquecimento, concentração e desidratação do leite fluido. O objetivo é remover a água do leite para produzir um pó que pode ser armazenado por longos períodos e facilmente reconstituído com água quando necessário.























































































