Baixado 540 vezes
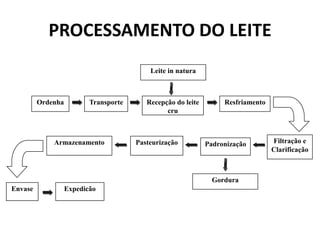
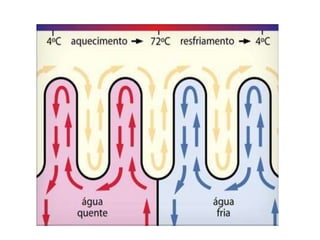




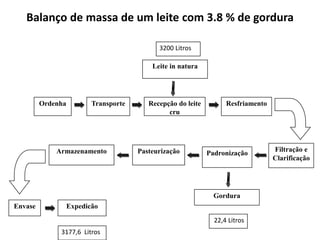

O documento descreve o processo de pasteurização do leite, incluindo a composição do leite, tipos de pasteurização, equipamentos usados e etapas do processo como ordenha, resfriamento, pasteurização e envase. A pasteurização é essencial para eliminar microrganismos patogênicos e aumentar a vida de prateleira do leite.















































