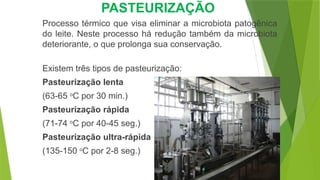
O documento aborda os processos de pasteurização e esterilização do leite, detalhando fontes de contaminação, microrganismos que afetam a qualidade do leite e métodos de controle. Destaca as diferenças entre pasteurização lenta, rápida e ultra-rápida, além de ressaltar a importância da contaminação pós-pasteurização na manutenção da qualidade do produto. Também discute a esterilização do leite e o processamento de alta temperatura como formas de aumentar a vida útil do leite, apresentando comparações entre pasteurização, leite longa vida e UHT.