Baixado 1.090 vezes







































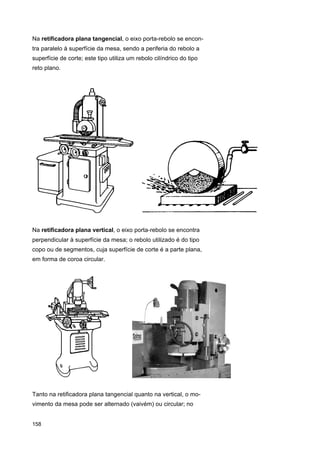
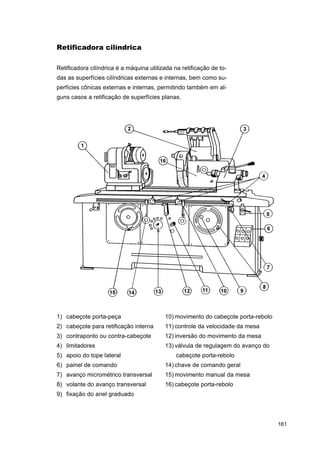
![Velocidade de corte
Para calcular o número de rotações por minuto, seja da peça no
torno, seja da fresa ou da broca, usa-se um dado chamado de
velocidade de corte.
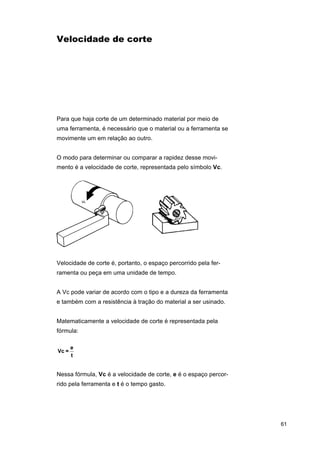
A velocidade de corte é o espaço que a ferramenta percorre,
cortando um material, dentro de um determinado período de
tempo.
A velocidade de corte depende de uma série de fatores como:
•
tipo de material da ferramenta;
•
tipo de material da peça a ser usinada;
•
tipo de operação a ser realizada;
•
condições da refrigeração;
•
condições da máquina etc.
A velocidade de corte, é fornecida por tabelas baseadas em experiências práticas que compatibilizam o tipo de operação com o
tipo de material da ferramenta e o tipo de material a ser usinado.
Cálculo de rotação para torneamento
Para calcular a rotação (nr) em função da velocidade de corte,
usa-se a seguinte fórmula:
Vc ⋅ 1000
-1
nr =
[1 / min] ou [min ]
π ⋅d
Nesta fórmula, nr é o número de rotações; Vc é a velocidade de
corte; d é o diâmetro do material e π é 3,1416 (constante).
Como o diâmetro das peças é dado em milímetros e a velocidade
de corte é dada em metros por minuto, é necessário converter
milímetros em metros. Por isso, o fator 1000 é usado na fórmula
de cálculo.
71](https://image.slidesharecdn.com/131979-ajustagemsenai01-140306180158-phpapp02/85/APOSOTILA-SENAI-1-73-320.jpg)











































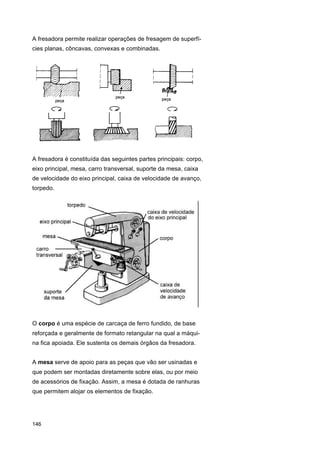


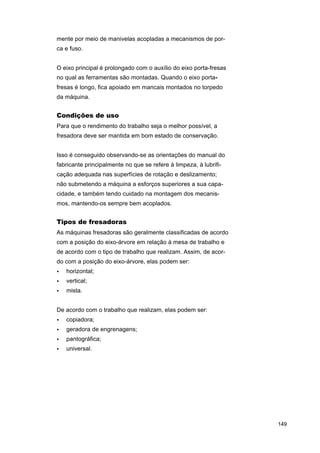
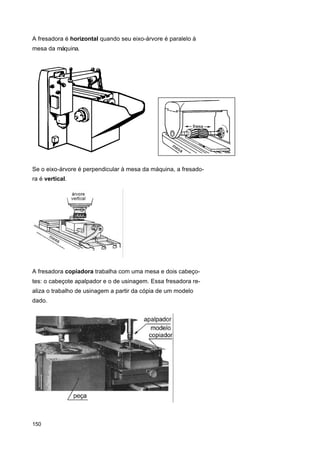















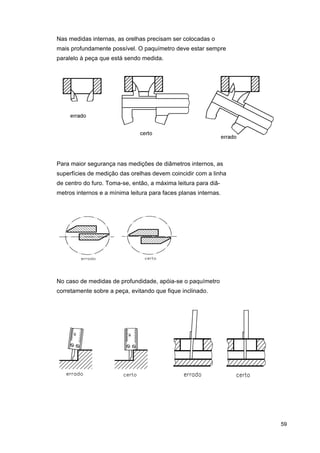
Este documento fornece informações sobre segurança no trabalho e descreve vários tipos de máquinas e ferramentas usadas em processos mecânicos, como torno mecânico e fresadoras. O documento discute conceitos como acidentes de trabalho e doenças profissionais e fornece detalhes sobre máquinas como torno mecânico e ferramentas de corte.













































![[Apostila] Processo De Soldagem E Corte 2 Senai](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaprocessodesoldagemecorte2-senai-100412043602-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)





























































