Baixado 179 vezes
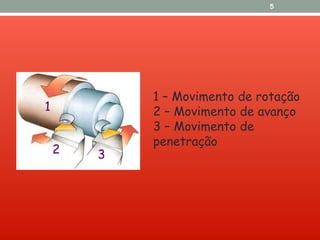
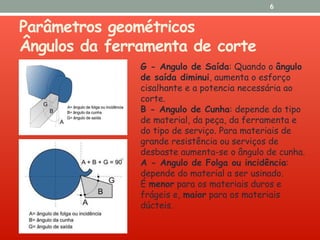
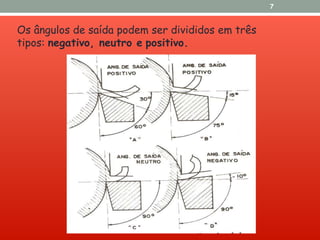
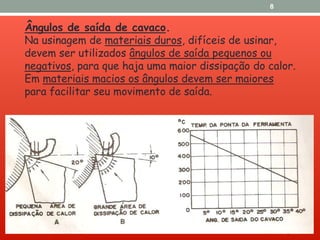
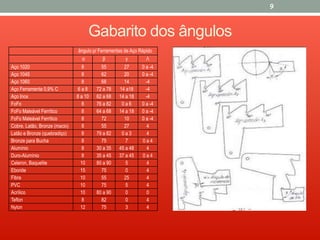
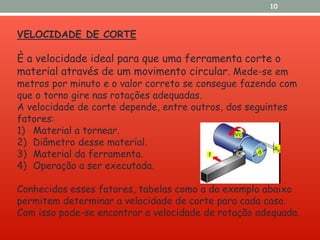
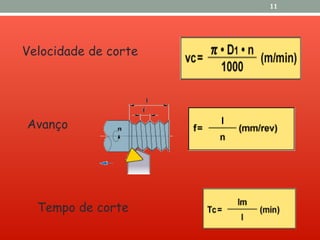
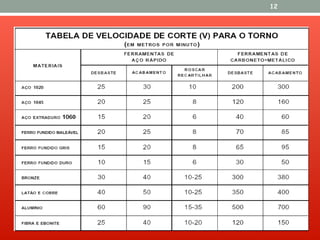
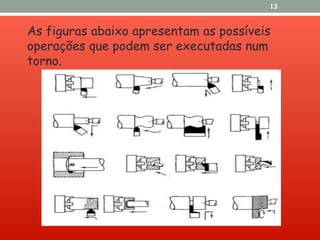
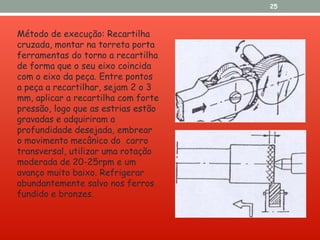
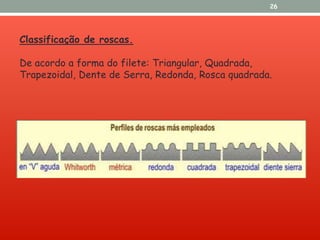
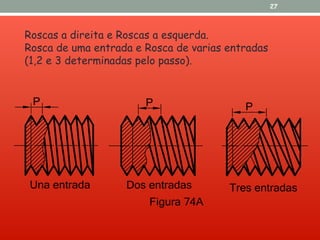
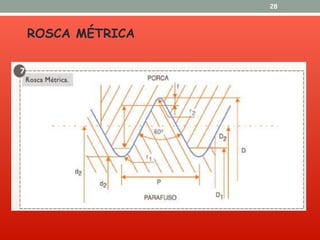
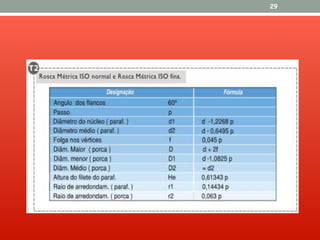
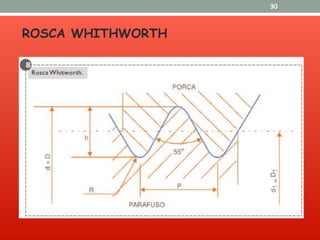
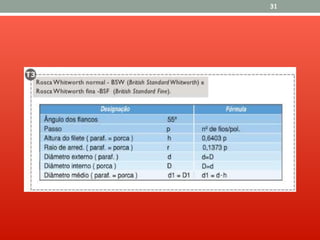
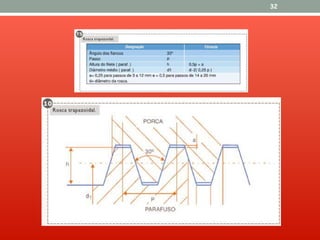
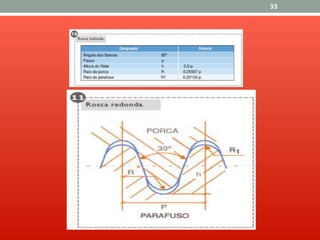
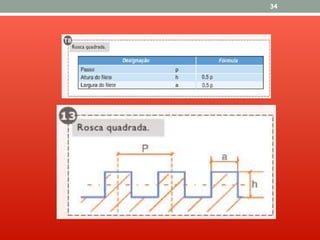
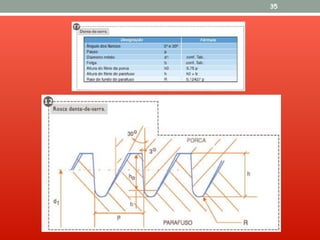

O documento descreve os principais processos e parâmetros do torneamento mecânico, incluindo os três movimentos necessários para o corte, os ângulos e tipos de ferramentas, velocidade de corte, operações como furação, fresamento interno, construção de cones e recartilhamento. É apresentada também a classificação de roscas e os padrões métrico e whitworth.


























































