Baixado 865 vezes







![TORNEIRO F6LHA DE
FERRAMENTA DE SANGRAR (BEDAME) INFORMAÇÃO 3.5MECANICO TECNOL~GICA
I
I
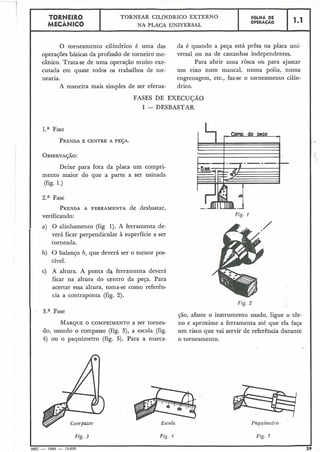
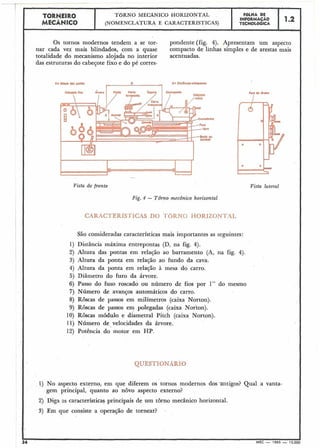
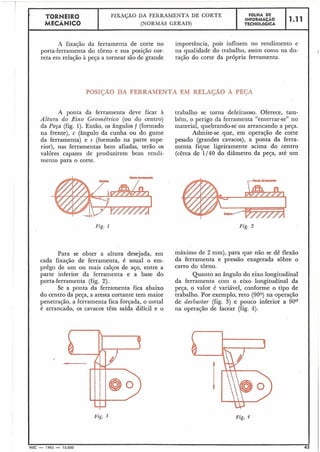
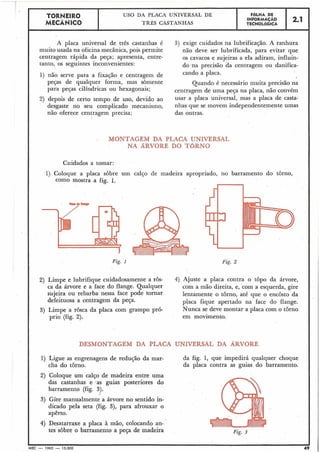
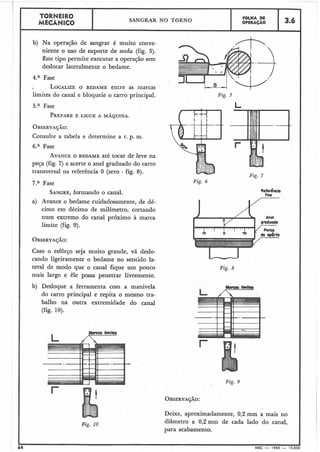
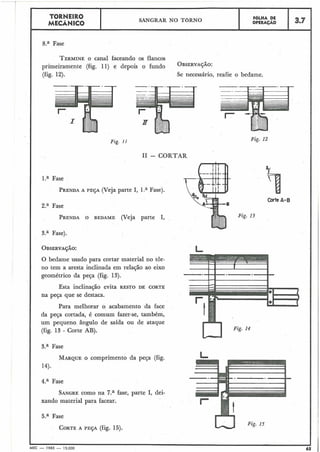
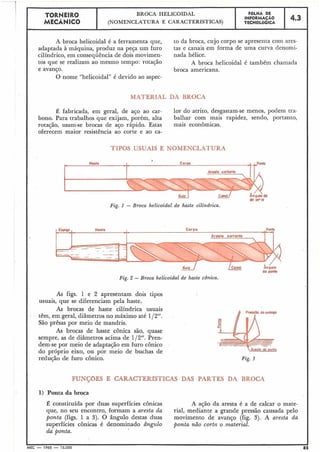
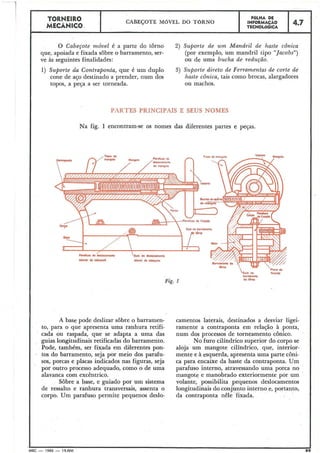
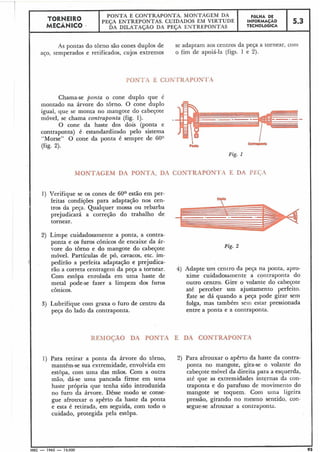
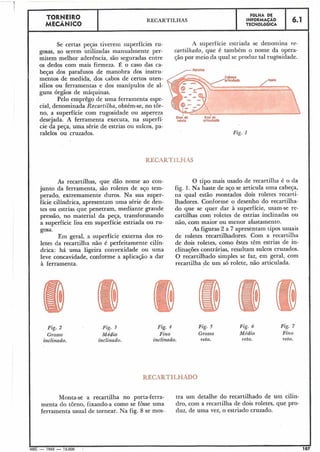
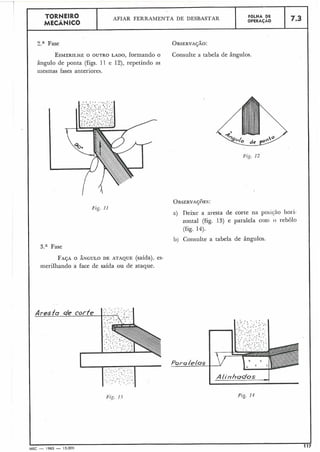
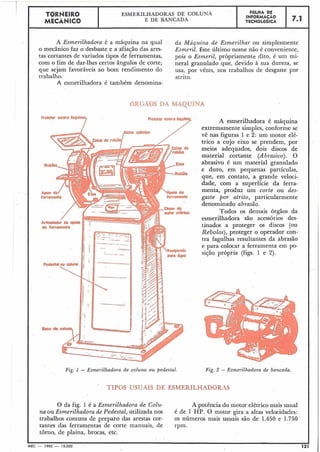
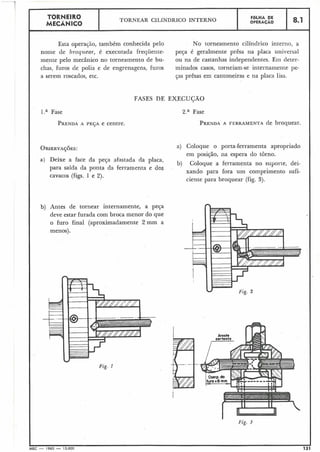
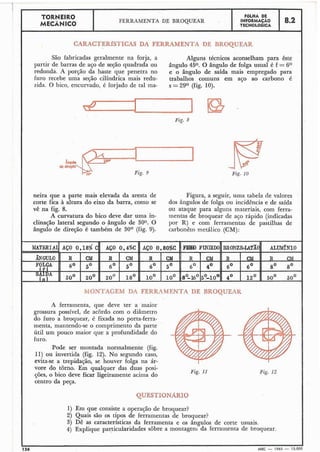
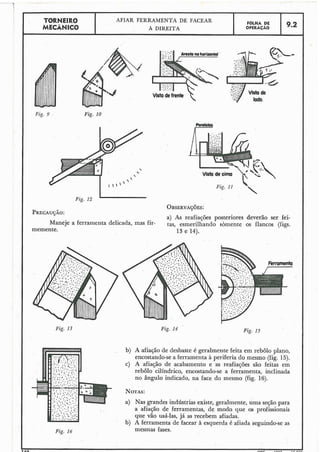
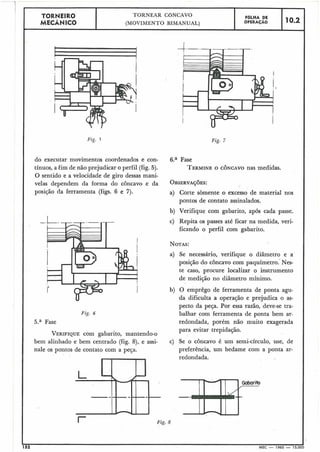
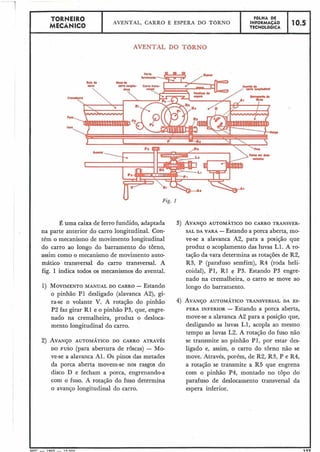
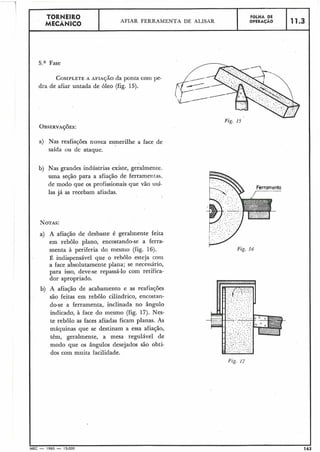
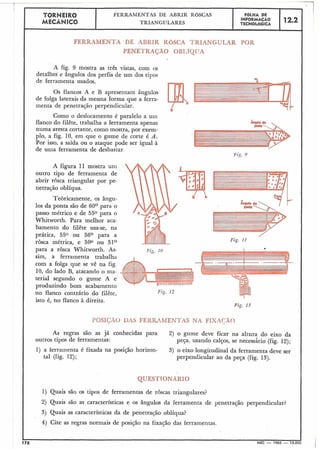
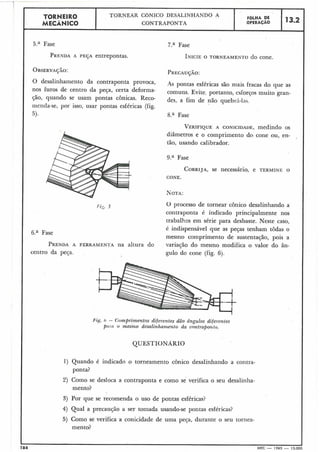
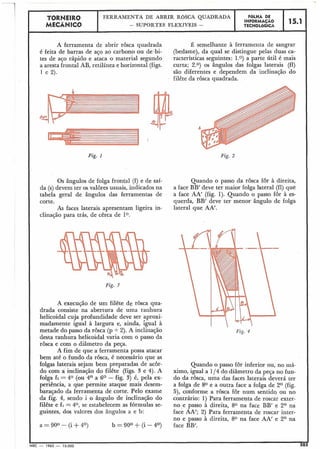
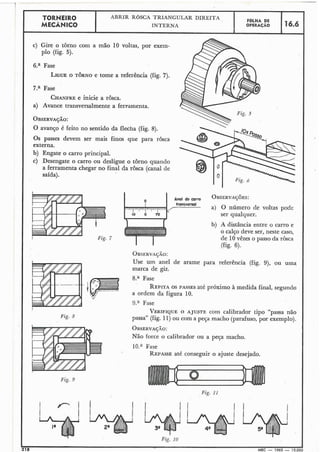
Sangrar é a operação em que a ferra- 'direção transversal do seu eixo geométrico.
menta de corte se desloca perpendicularmen- A operação de sangrar é, também, frequente-
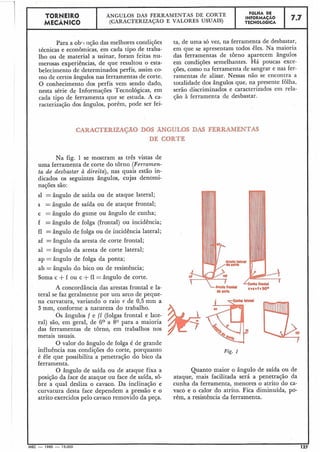
te ao eixo longitudinal da peça, produzindo mente, destinada a cortar a peça transversal-
desbaste a partir do exterior da peça para o mente, para o que, em passes sucessivos, se
seu centro. Por meio desta operação se exe- vai aprofundando o bico da ferramenta até
cutam canais ou ranhuras na peça, segundo a que êle atinja pràticamente o centro.
FERRAMENTA DE SANGRAR
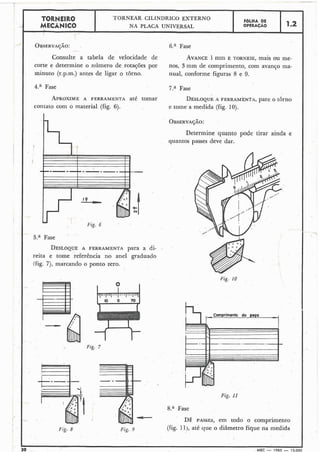
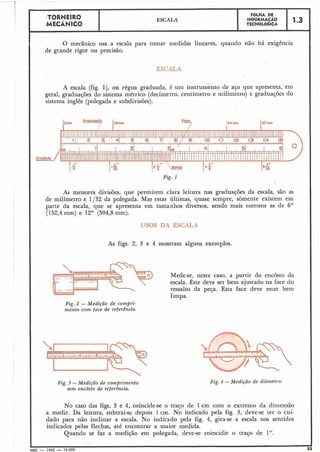
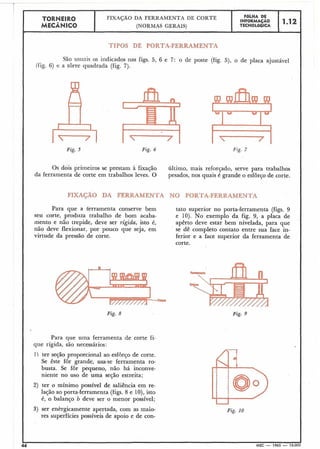
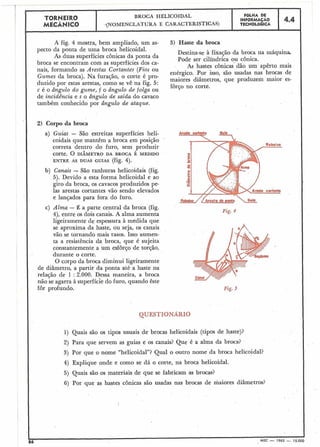
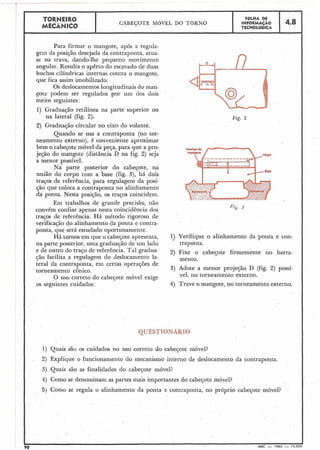
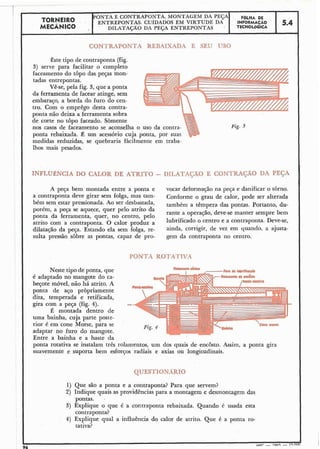
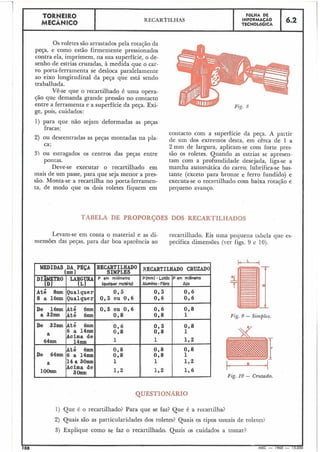
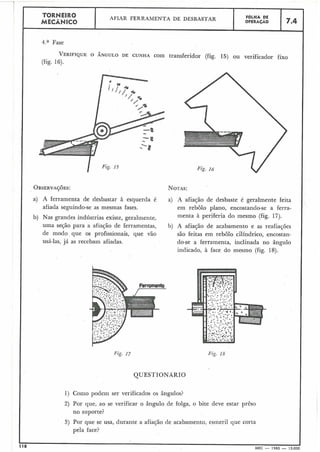
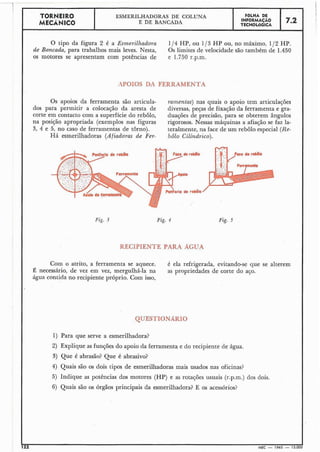
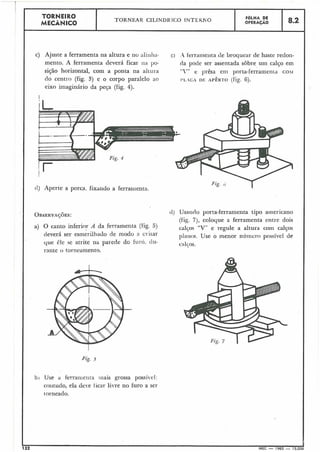
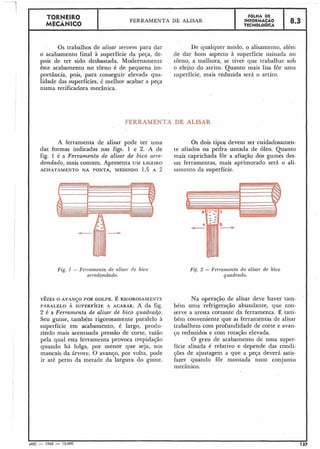
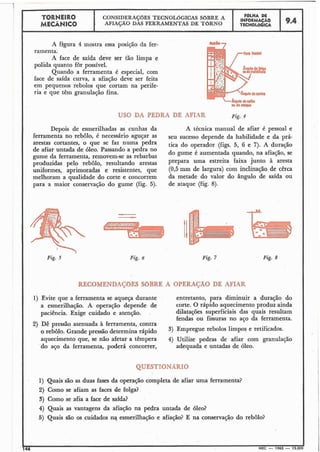
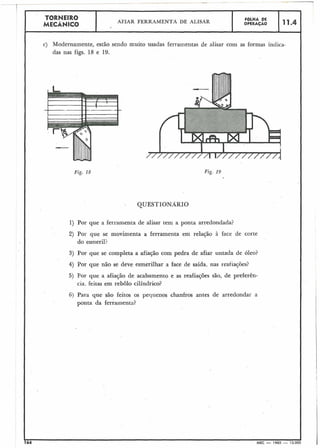
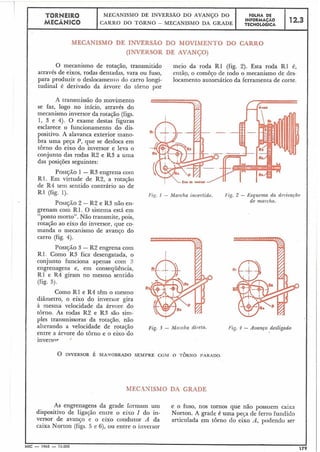
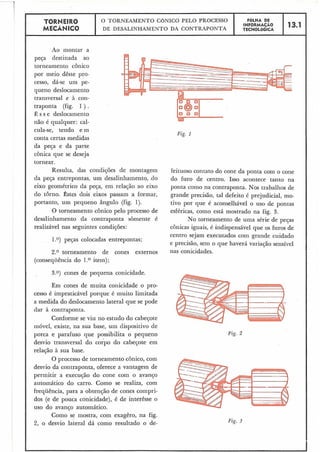
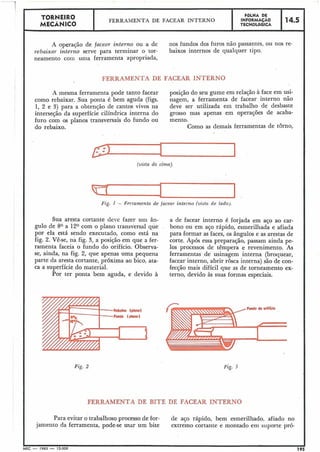
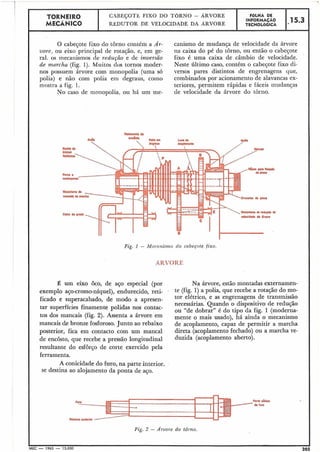
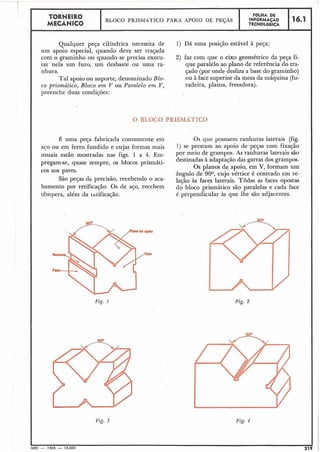
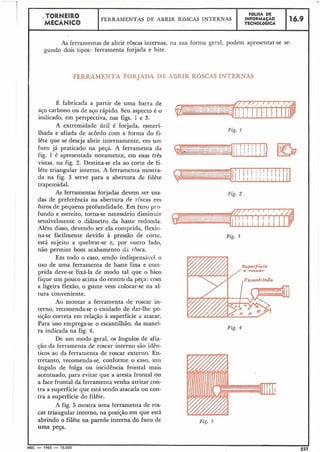
A ferramenta de sangrar, também de- te, afia-se a aresta de corte ou gume com LI-
nominada Bedume, apresenta usualmente uma . GEIRA INCLINA~ÃO,a fim de conseguir a com-
das formas indicadas nas figs. 1 e 2 pleta remoção de rebarbas na parte a ser des-
Quando se prepara o bedame para cor- tacada da peça (fig. 2).
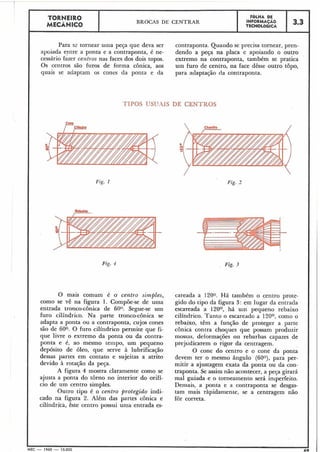
Fig. I - Ferramenta de sangra,].
(para canais).
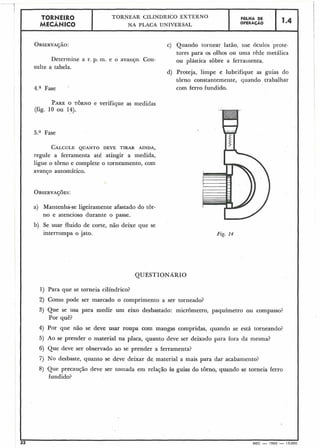
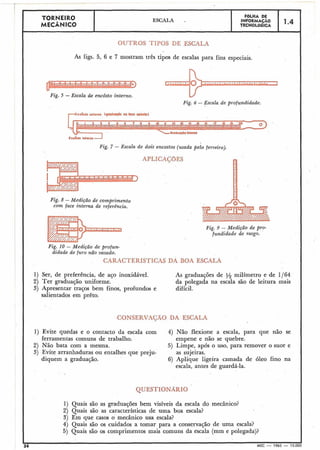
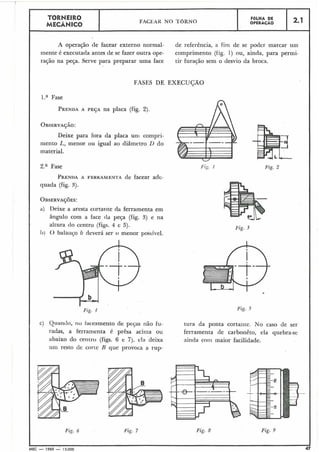
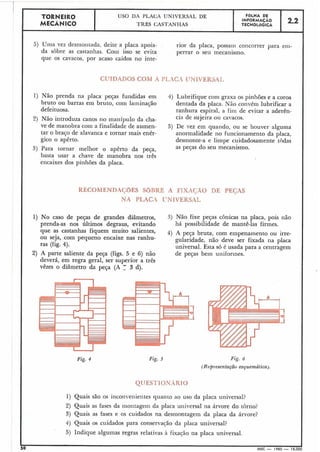
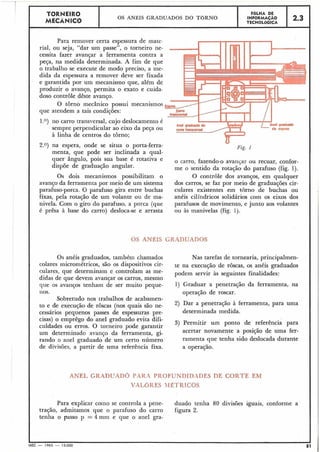
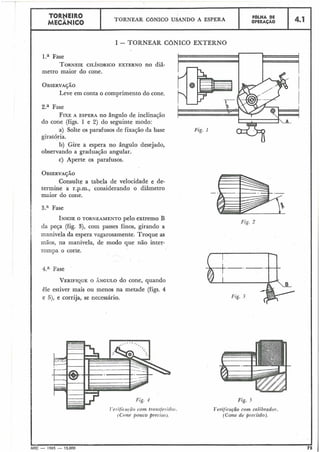
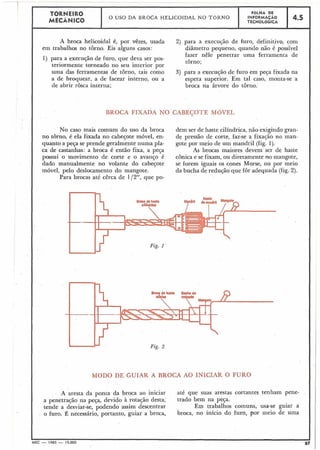
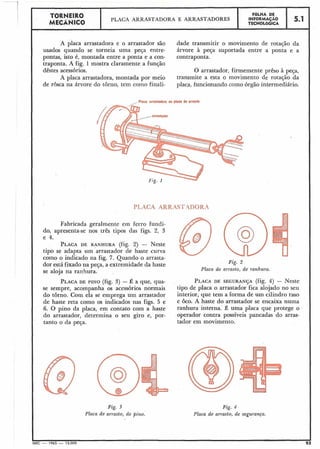
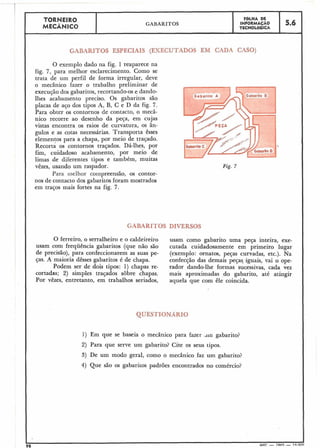
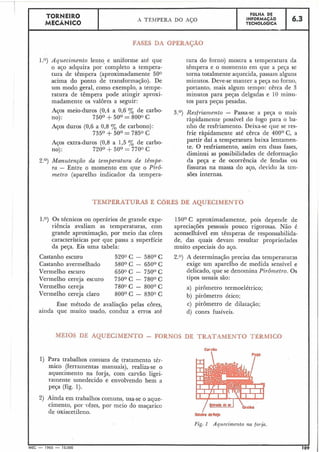
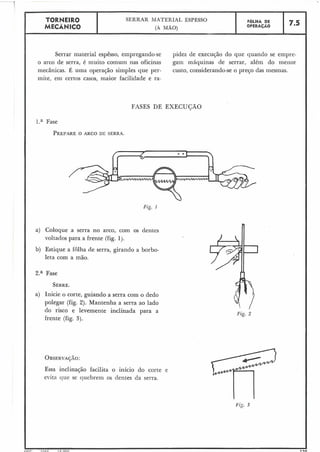
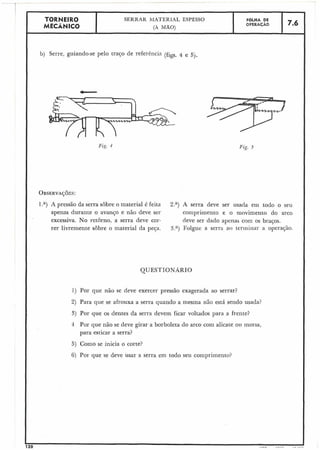
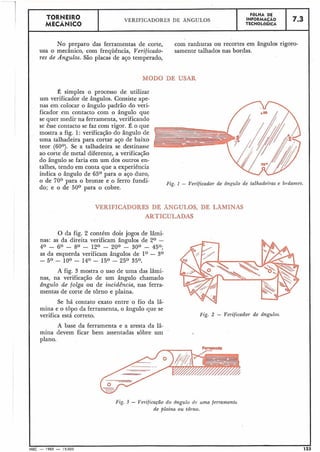
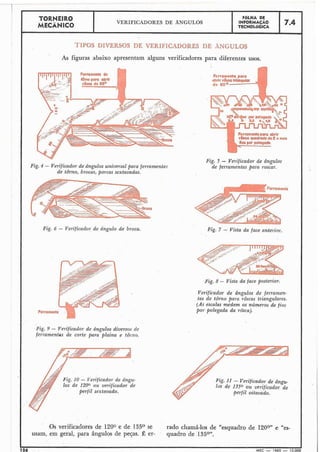
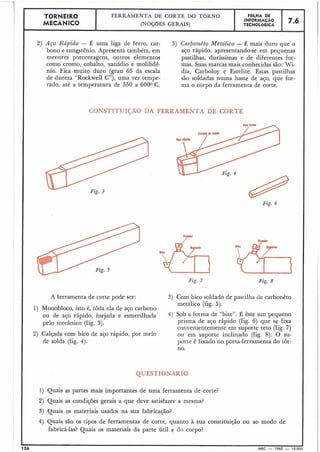
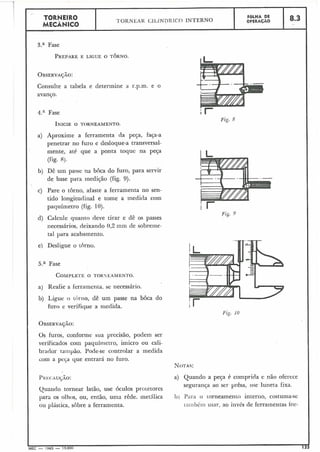
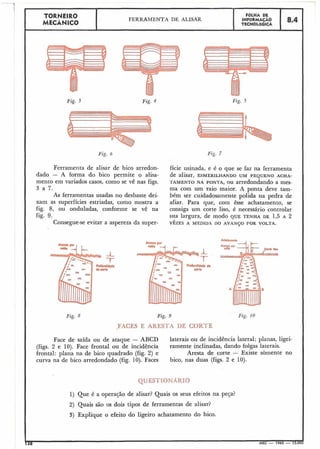
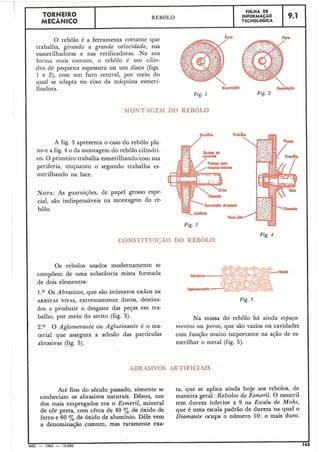
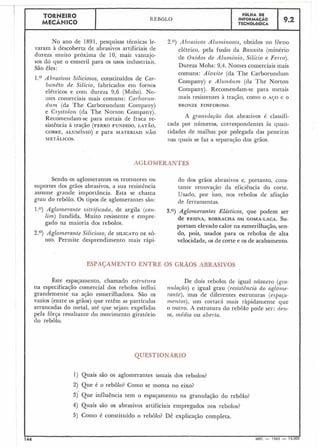
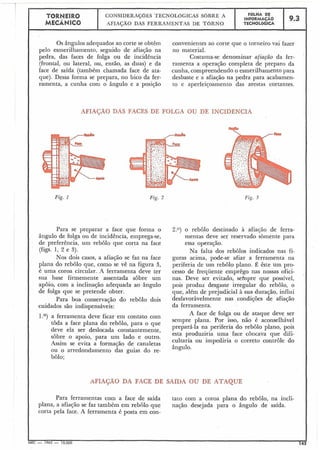
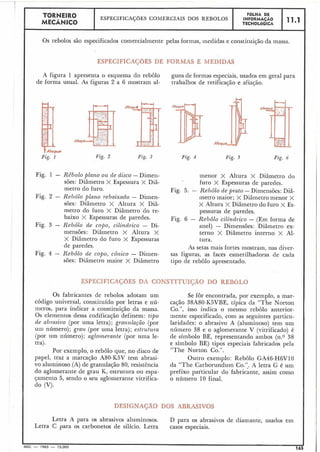
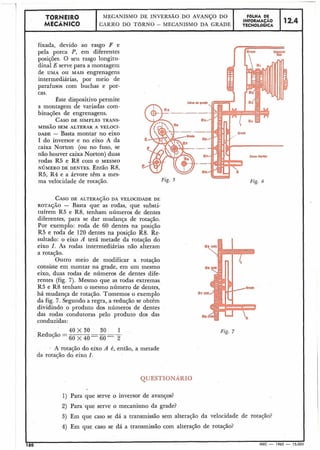
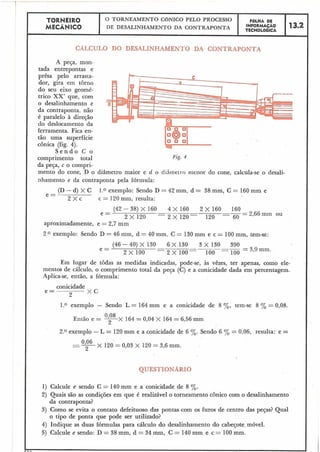
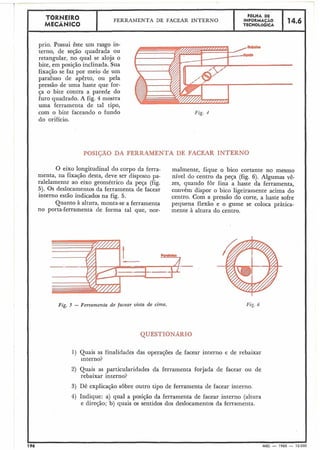
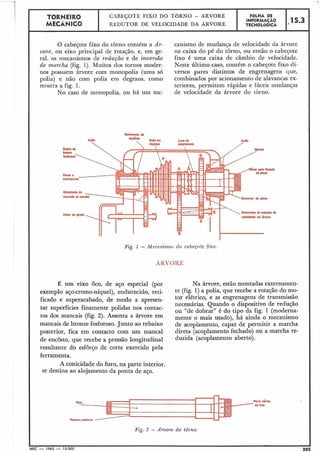
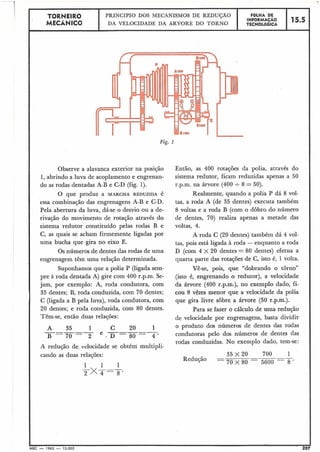
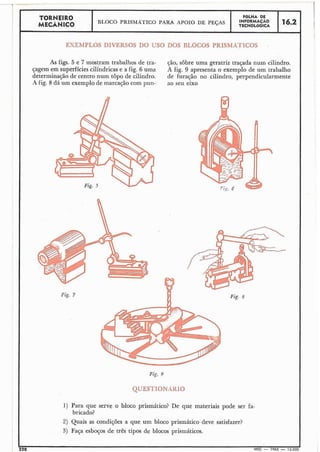
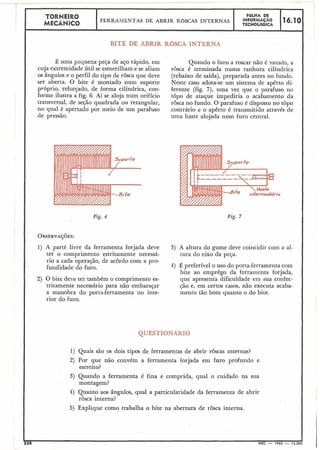
Sob a forma de bite, para montagem
num porta-ferramenta (fig. 3), o bedame é
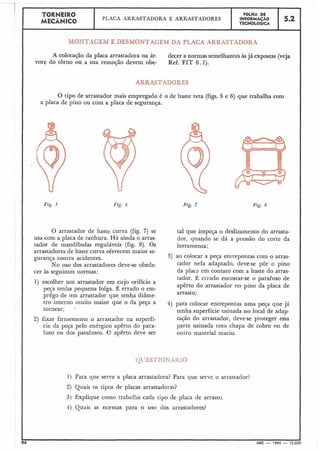
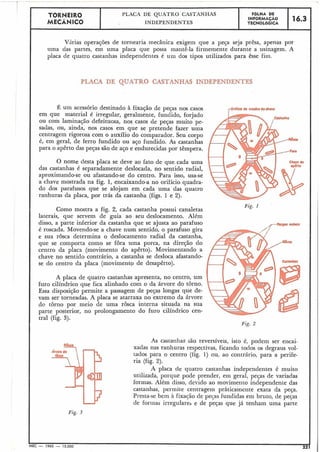
uma simples lâmina de aço, cujo aspecto está
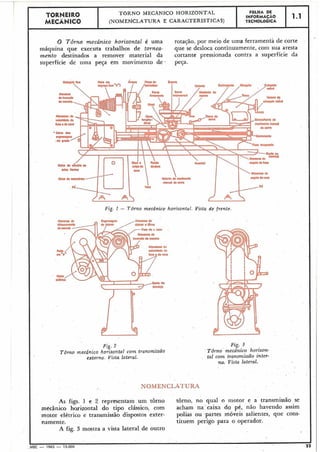
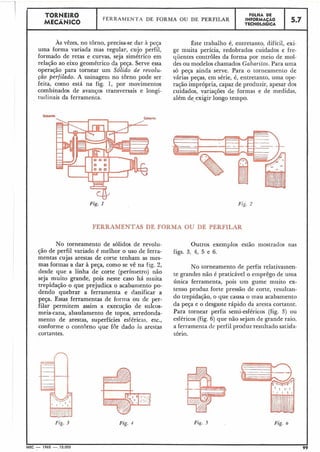
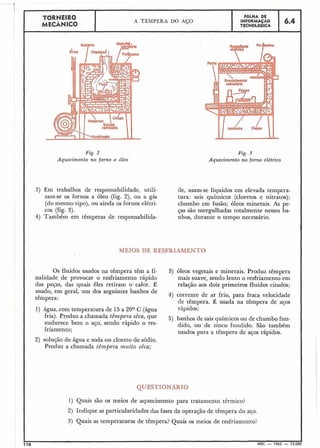
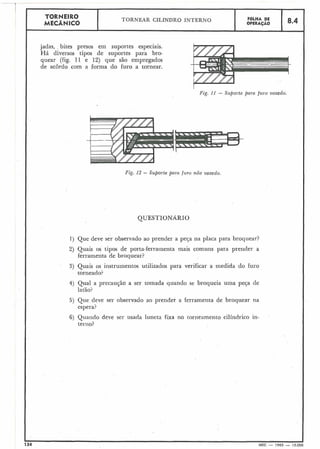
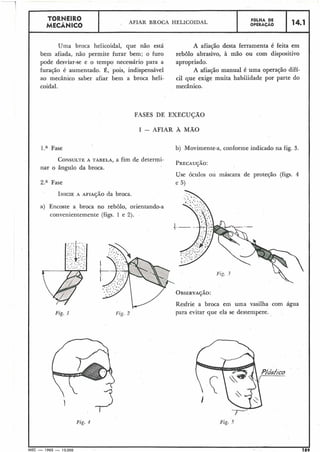
mostrado nas três vistas da fig. 4. Já é encon-
trado no comércio com as inclinações laterais
que se vêem na terceira vista da fig. 4 e que
servem para dar as folgas necessárias num e
noutro plano do canal aberto na peça. Essa
ferramenta é geralmente conhecida sob os no-
mes de bite-bedume ou bedame de lâmina.
Fig. 3 - Ferramenta de salngrur
(para corte).
Fig. 3
Fig. 4
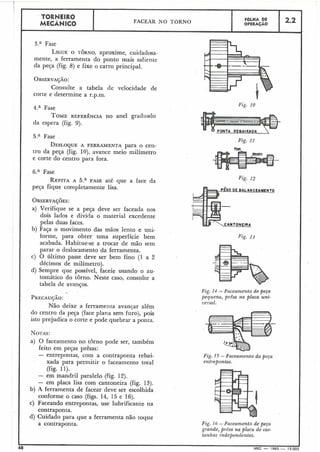
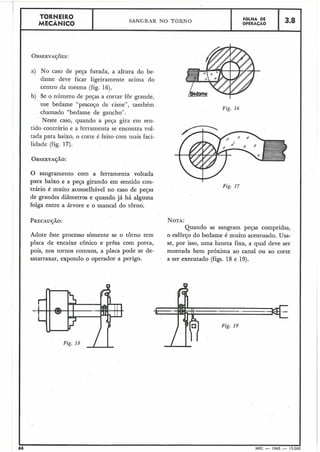
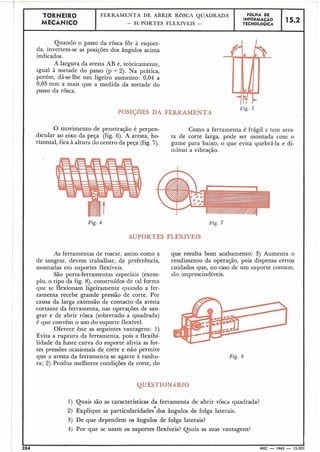
VIBRAÇÃO DA FERRAMENTA DE SANGRAR
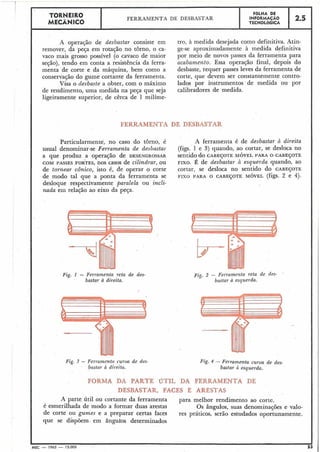
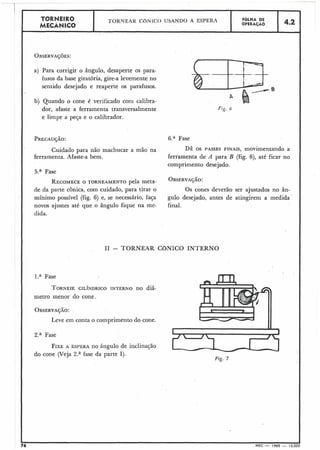
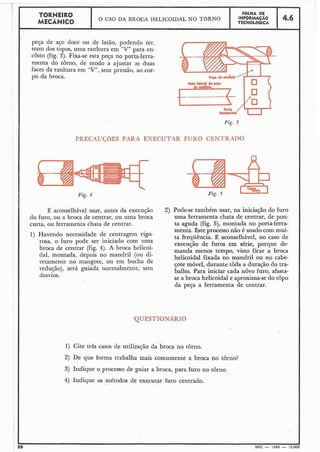
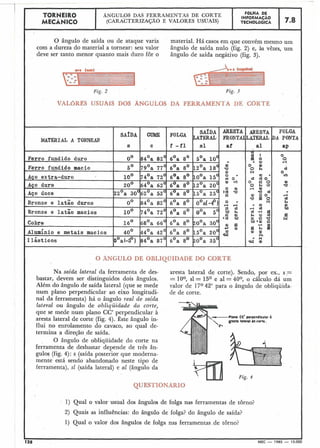
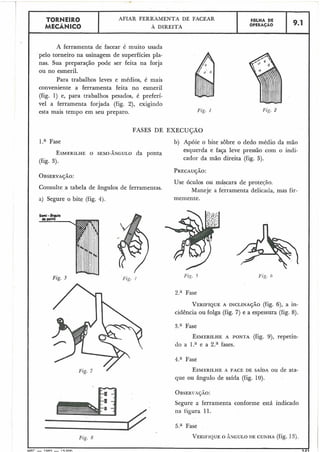
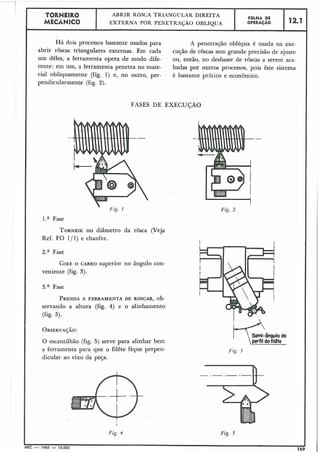
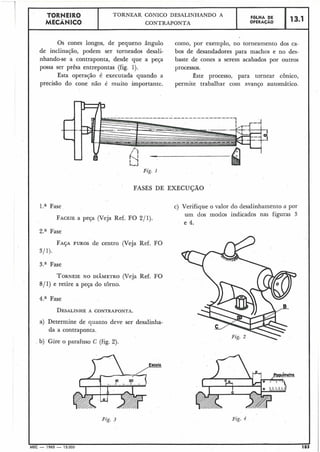
A ferramenta de sangrar é a mais há- de vibração, porque o bico tende a penetrar
gil de todas as ferramentas do torno. Sua se- e a levantar a peça, quando existe qualquer
,são é muito delgada, em virtude das inclina- folga nos mancais da árvore.
ções laterais que determinam as folgas. Para evitar êsse inconveniente, usa-se
Quando se fixa a ferramenta normal- montar a ferramenta ao contrário, inverten-
mente (com bico para cima), produz-se gran- do-se também o movimento de rota~ãoda ár-
IMEC - 1965 - 15.000 71' 1](https://image.slidesharecdn.com/02-torneiromecanico-senai-140827185305-phpapp01/85/02-torneiro_mecanico-senai-43-320.jpg)
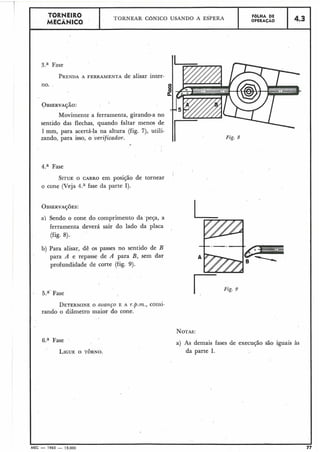
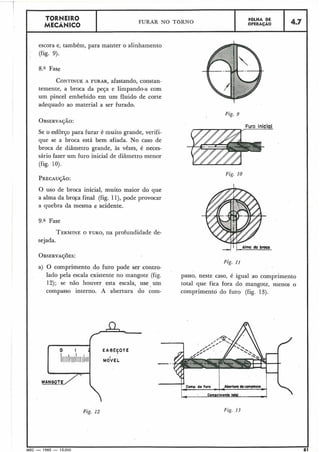

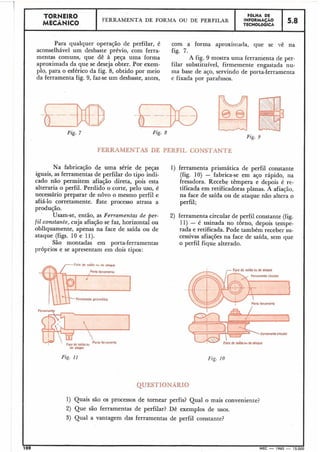


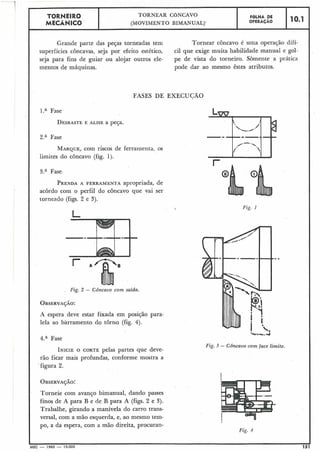





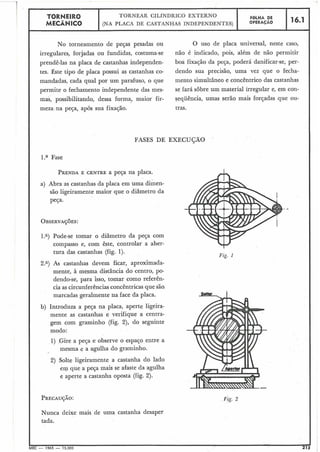


1) O documento fornece instruções sobre como executar operações de torneamento cilíndrico externo na placa universal. 2) A operação é dividida em duas fases: desbaste e dar acabamento. 3) São fornecidos detalhes sobre como preparar a peça e a ferramenta, marcar medidas e executar os passes de corte.