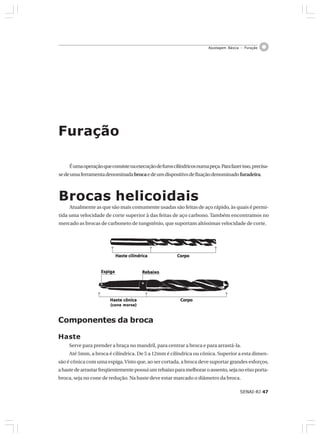
O documento discute os tipos de brocas usadas em furação e os procedimentos corretos para a operação. Explica que as brocas helicoidais de aço rápido são as mais comumente usadas e descreve os componentes principais de uma broca, incluindo a haste, corpo e ponta. Também fornece diretrizes para a afiação correta da broca e a fixação na furadeira.