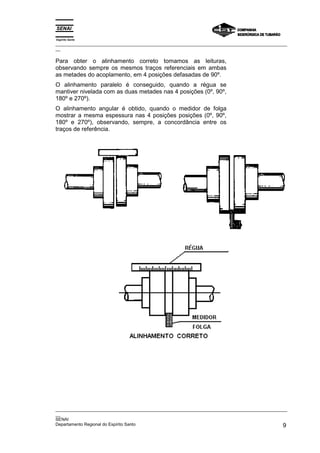
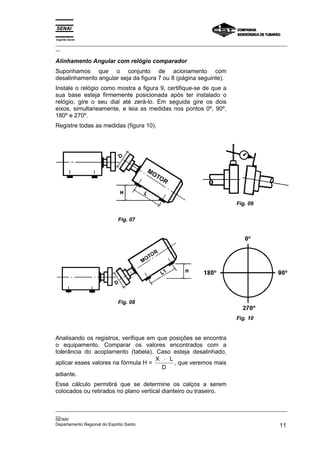
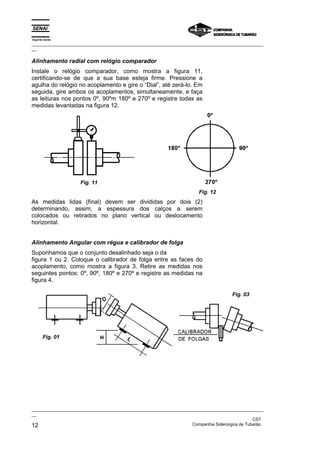
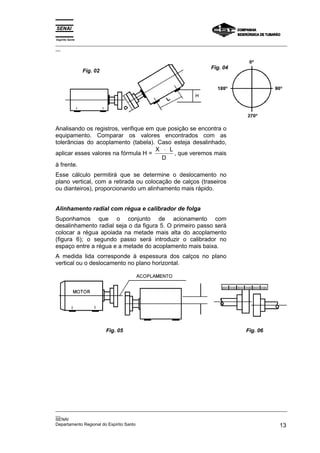
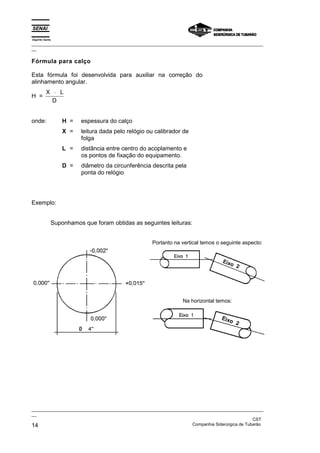
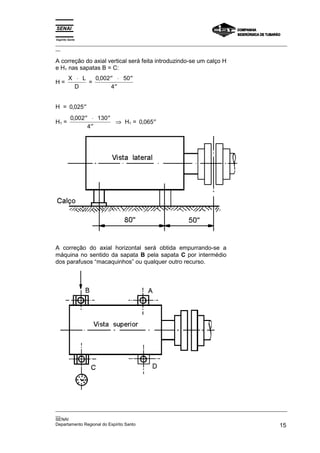
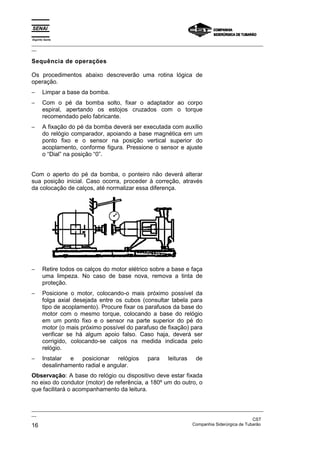
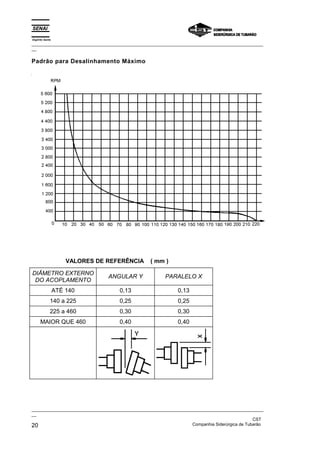
O documento discute alinhamento de máquinas rotativas, definindo tipos de desalinhamento, métodos de alinhamento como relógio comparador e régua, processo de alinhamento, fórmula para calcular calços e sequência de operações. O objetivo do alinhamento é garantir bom funcionamento dos equipamentos eliminando vibrações.




















































![[Apostila] Processo De Soldagem E Corte 2 Senai](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaprocessodesoldagemecorte2-senai-100412043602-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

















![Elementos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/elementos1-120307131935-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)