Baixado 20 vezes



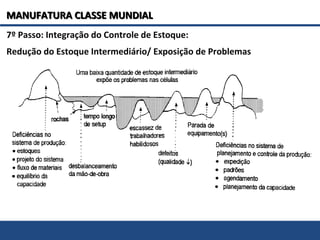
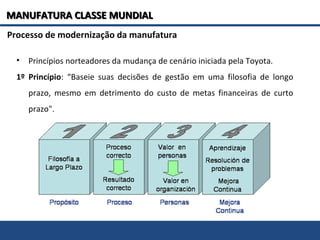
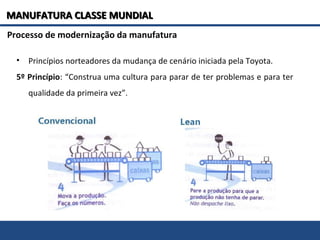
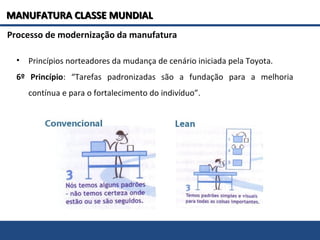
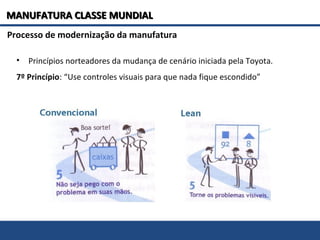
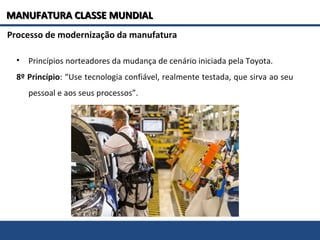
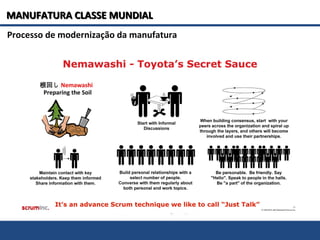
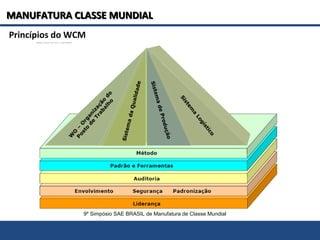


O documento explora conceitos e tendências na gestão da manufatura de classe mundial, enfatizando a modernização dos processos industriais e a implementação de filosofias como o Lean Manufacturing. Discute a necessidade de novas práticas operacionais e sistemas integrados, como a manufatura integrada por computador, para melhorar a eficiência e competitividade no setor. O texto também aborda os princípios da Toyota que orientam essa transformação, com foco na melhoria contínua e na qualidade dos produtos.