Baixado 196 vezes




![8
3) Com os dados obtidos, construir um histograma marcando em sua escala horizontal o valor de referência.
Analisar o histograma para determinar se estão presentes quaisquer causas especiais ou anomalias.
4) Calcular a média das n leituras.
5) Calcular o desvio padrão da repetitividade (veja também a seguir, Estudo do Dispositivo de Medição,
Método da Amplitude):
onde d*
2 é obtido na tabela
com g = 1 m = n
6) Determinar o valor estatístico t para a tendência:
7) A tendência é aceitável no nível α se o valor zero se situar dentro dos limites de confiança 1 - α, em torno
da tendência:
onde v é obtido na tabela,
com g = 1, m = n, e
tv,1-α/2 é obtido por meio das tabelas t padrão.
4 - Linearidade
a diferença da tendência ao longo do intervalo de operação esperado (medição) no equipamento é chamada de
linearidade. A linearidade pode ser imaginada como a variação da tendência com respeito ao tamanho (medido).
As causas possíveis do erro de linearidade são:
• Instrumento necessita calibração, reduzir o intervalo de tempo entre calibrações
• Desgaste do instrumento, equipamento, ou dispositivo de fixação
__
X =
n
∑=
n
i
xi
1
σσσσrepetitividade =
max (xi) – min (xi)
d*
2
σσσσb
=
σσσσr
√n
t =
tendência
σσσσb
Tendência – [σσσσb(tv,1-α/2)] Tendência + [σσσσb(tv,1-α/2)]≤ zero ≤](https://image.slidesharecdn.com/msa-140529144549-phpapp02/85/MSA-Analise-dos-sistemas-de-medicao-8-320.jpg)

![10
Para um dado x0, a faixa de confiança com nível α40
é:
onde
Limite inferior: b + ax0 -
Limite superior: b + ax0 +
7) traçar alinha de “tendência = 0” e analisar o gráfico, buscando indicações de causas especiais e verificando
a aceitação da linearidade.
Para linearidade do sistema de medição ser aceitável, a linha de “tendência = 0” deve estar inteiramente
contida na faixa de confiança da linha de melhor ajuste.
8) Se a análise gráfica indica que a linearidade do sistema de medição é aceitável, então a seguinte hipótese
deve ser verdadeira:
H0: a = 0 inclinação da reta = 0
não rejeitar se,
Σxy – (1/gmΣxΣy)
Σx2
– 1/gm(Σx)2a = = inclinação da reta
b = y – ax = interseção da reta com o eixo vertical
Σy2
i - bΣyi - aΣxiyi
gm - 2
S =
1
gm
(x0 – x)2
Σ (xi – x)2
( +
) s
½
[ ]tgm-2,1-α/2
1
gm
(x0 – x)2
Σ (xi – x)2
( +
) s
½
[ ]tgm-2,1-α/2
| t | =
| a |
≤ tgm-2,1-α/2
Σ (xj – x)2
s
[ ]](https://image.slidesharecdn.com/msa-140529144549-phpapp02/85/MSA-Analise-dos-sistemas-de-medicao-10-320.jpg)
![11
Se a hipótese anteriormente apresentada for verdadeira, então o sistema de medição tem a mesma tendência
para todos os valores de referência. Para a linearidade ser aceitável, estas tendências devem ser zero.
H0 : b = 0 Interseção da linha com o eixo vertical (da tendência) = 0
não rejeitar se:
5 – Estabilidade
Estabilidade (ou Deslocamento lento e Gradual) é a variação total nas medições obtidas com um sistema de
medição aplicado sobre o mesmo padrão-mestre ou peças quando medindo uma única característica no decorrer de
um período de tempo prolongado. Isto é , estabilidade é a variação da tendência ao longo do tempo.
As causas possíveis da instabilidade são:
• Instrumento necessita calibração, reduzir o intervalo de tempo entre calibrações
• Desgaste do instrumento, equipamento, ou dispositivo de fixação
• Envelhecimento normal ou obsolescência
• Manutenção precária – ar, energia, hidráulica, filtros, corrosão, ferrugem, limpeza
• Padrão mestre desgastado ou danificado, erro padrão mestre
• Instrumento de baixa qualidade – quanto ao projeto ou quanto à conformidade de manufatura
• Projeto do instrumento não robusto ou método não robusto
• Método de medição diferente – ajuste, carga, aperto/fixação, técnica de operação
• Deformação/distorção (da peça ou do dispositivo de medição)
• Deslocamento dos parâmetros ambientais lento e gradual – temperatura, umidade, vibração, limpeza
• Violação de alguma premissa – erro na aplicação de uma constante (valor constante)
• Aplicação – tamanho da peça, posição, habilidade do operador, fadiga, erro de observação (legibibilidade,
paralaxe)
Realização do Estudo de Estabilidade
1) obter um padrão e estabelecer seu valor de referência contra um padrão rastreável. Caso não haja
disponibilidade de um padrão, selecionar uma peça de produção que se situe no meio dos intervalos de
medições feita na produção, denominando-a de peça-padrão para efeito de analise da estabilidade. O valor
de referência conhecido não é necessário para acompanhar a estabilidade do sistema de medição.
2) Medir a peça padrão periodicamente (diariamente, semanalmente) de três a cinco vezes. O tamanho da
amostra e a sua freqüência devem se basear no conhecimento do sistema de medição. Alguns fatores são:
quão freqüentes é necessária a re-calibração, quão freqüente é necessário o reparo, quão freqüentemente o
sistema de medição é utilizado, e quão estressantes são as condições operacionais. As leituras devem ser
tomadas em diferentes momentos para representarem quando o sistema de medição está realmente sendo
usado. Isto levará em conta a preparação/início de corrida, o ambiente ou outros fatores que podem variar
durante o dia.
3) Plotar os dados numa carta de controle & R ou & S, mantendo a seqüência em função do tempo.
| t | =
| b |
≤ tgm-2,1-α/2
[ ]1
gm
x2
Σ (xi – x)2
+
__
X
__
X](https://image.slidesharecdn.com/msa-140529144549-phpapp02/85/MSA-Analise-dos-sistemas-de-medicao-11-320.jpg)



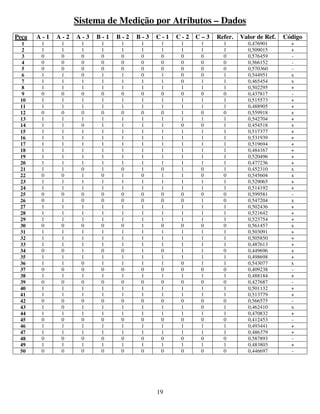



![23
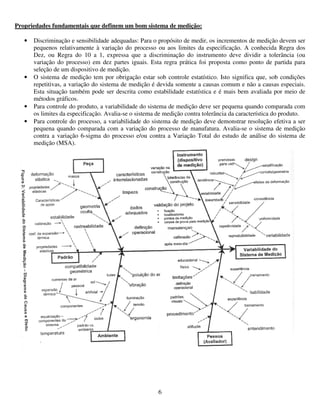
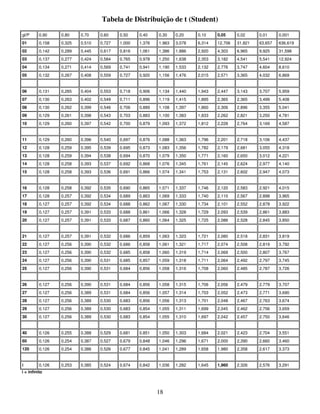
Relatório de Repetitividade e Reprodutibilidade de um Dispositivo de
Medição
Dados:
PeçaAvaliador/
Ciclos 1 2 3 4 5 6 7 8 9 10
Média
A 1 0,29 -0,56 1,34 0,47 -0,80 0,02 0,59 -0,31 2,26 -1,36
2 0,41 -0,68 1,17 0,50 -0,92 -0,11 0,75 -0,20 1,99 -1,25
3 0,64 -0,58 1,27 0,64 -0,84 -0,21 0,66 -0,17 2,01 -1,31
Média
0,447 -0,607 1,260 0,837 -0,853 -0,100 0,667 -0,227 2,087 -1,307 0,19
Amplitude
0,35 0,12 0,17 0,17 0,12 0,23 0,16 0,14 0,27 0,11 0,1
B 1 0,08 -0,47 1,19 0,01 -0,56 -0,20 0,47 -0,63 1,80 -1,68
2 0,25 -1,22 0,94 1,03 -1,20 0,22 0,55 0,08 2,12 -1,62
3 0,07 -0,68 1,34 0,20 -1,28 0,06 0,83 -0,34 2,19 -1,50
Média
0,133 -0,790 1,157 0,413 -1,013 0,027 0,617 -0,297 2,037 -1,600 0,06
Amplitude
0,18 0,75 0,40 1,02 0,72 0,42 0,36 0,71 0,39 0,18 0,5
C 1 0,04 -1,38 0,88 0,14 -1,46 -0,29 0,02 -0,46 1,77 -1,49
2 -0,11 -1,13 1,09 0,20 -1,07 -0,67 0,01 -0,56 1,45 -1,77
3 -0,15 -0,96 0,67 0,11 -1,45 -0,49 0,21 -0,49 1,87 -2,16
Média
0,073 -1,157 0,880 0,150 -1,327 -0,483 0,080 -0,503 1,697 -1,807 -0,25
Amplitude
0,19 0,42 0,42 0,09 0,39 0,38 0,20 0,10 0,42 0,67 0,3
Média por Peça
0,169 -0,851 1,099 0,367 -1,064 -0,186 0,454 -0,342 1,940 -1,571
0,00
3,5
0,34
0,4446
*D4 = 3,27 para 2 medições repetidas e 2,58 para 3 medições repetidas. LSCR representa o limite de controle para
os R’s, individualmente considerados. Circular aqueles que se situam além deste limite. Identificar a causa e
corrigi-la. O mesmo avaliador deve repetir estas leituras sobre as mesmas peças originalmente usadas, ou descartar
tais leituras. Refazer então todos os cálculos de médias, do e do LSCR com as leituras restantes.
R = R =
Rc=
Xc=
Xa=
Ra=
Xb=
Rb=
X =
Rp =
([Ra= 0,184 ] + [Rb= 0,513 ] + [Rc= 0,328 ]) / [#N°Avaliadores= 3 ]
XDIF = [Max X =0,1903 ] -
-
XDIF =
[Min X = -0,2543 ]
=
*LSCR =[R = 0,3417 ] X [D4 = 2,58 ] = 0,8816
R ,](https://image.slidesharecdn.com/msa-140529144549-phpapp02/85/MSA-Analise-dos-sistemas-de-medicao-23-320.jpg)
![24
Relatório de Repetitividade e Reprodutibilidade de um Dispositivo de
Medição
Análise na Unidade de Medição % sobre a Variação Total (VT)
Repetitividade – Variação do equipamento (VE)
VE = x K1
N° de
Medições
Repetidas K1 % VE = 100 [VE/VT]
= 0,3417 x 0,5908 2 0,8862 = 100 [0,20188 / 1,14610]
= 0,20188 3 0,5908 = 17,62 %
Reprodutibilidade – Variação entre Avaliadores (VA)
VA = ( K2 )2
– ( VE2
/(nr)) %VA = 100 [VA/VT]
= (0,4446 x0,5231) – (0,20188 2
/ (10x3)) = 100 [ 0,22963 / 1,14610 ]
= 0,22963
N° de
Avaliadores
2 3 = 20,04 %
n = n° de peças r = n° de medições repetidas
K2 0,7071 0,5231
Repetitividade & Reprodutibilidade ( R & R )
R&R = VE2
+ VA2
%R&R = 100 [ R&R / VT]
= (0,201882
+0,229632
)
N° de
Peças K3 = 100 [0,30575 / 1,14610 ]
= 0,30575 2 0,7071 = 26,68 %
Variação da Peça (VP)
3 0,5231
VP = Rp x K3 4 0,4467 %VP = 100 [ VP / VT ]
= 3,5111x 0,3146 5 0,4030 = 100 [ 1,10456 / 1,14610]
= 1,10456 6 0,3742 = 96,38 %
Variação Total (VT)
7 0,3534
VT = R&R2
+ VP2
8 0,3375 ndc = 1,41 ( VP / R&R )
= (0,305752
+1,104562
) 9 0,3249 = 1,41 (1,10456 / 0,30575)
= 1,14610 10 0,3146 = 5,094 ~ 5
R
XDIF x](https://image.slidesharecdn.com/msa-140529144549-phpapp02/85/MSA-Analise-dos-sistemas-de-medicao-24-320.jpg)


1) O documento discute conceitos e análises de sistemas de medição, incluindo tendência, linearidade, repetitividade, reprodutibilidade e estabilidade. 2) É explicado como realizar estudos para avaliar cada um desses fatores e determinar se um sistema de medição é aceitável. 3) São fornecidos detalhes sobre causas possíveis de erros em cada fator e equações para analisar os resultados dos estudos.































































