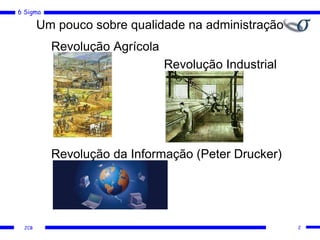
O documento apresenta os conceitos e metodologia do Six Sigma. Resume que o Six Sigma é uma abordagem estruturada para melhoria de processos e redução de defeitos com foco em satisfação do cliente. A metodologia segue as etapas DMAIC de Definir, Medir, Analisar, Implementar e Controlar processos.
![6 Sigma
JCB
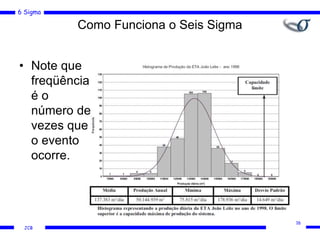
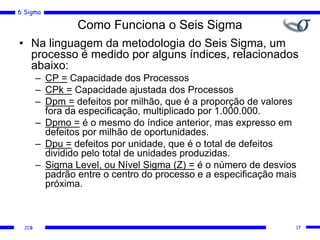
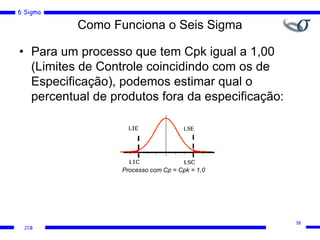
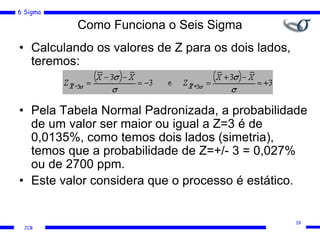
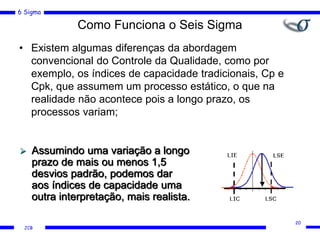
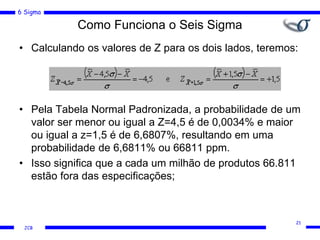
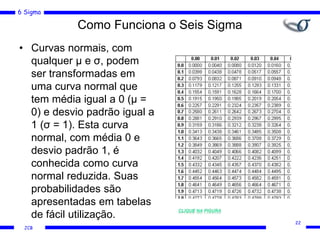
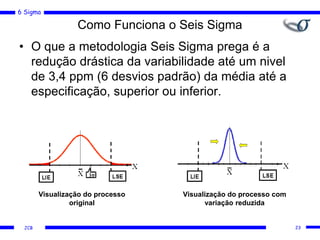
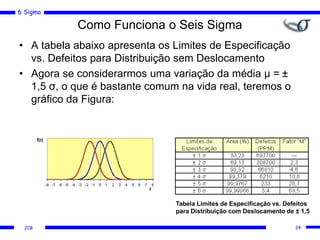
Como Funciona o Seis Sigma
• Notas de três competidores em uma prova
skate.
– Competidor A: 7 – 5 – 3 (média = 5)
– Competidor B: 5 – 4 – 6 (média = 5)
– Competidor C: 4 – 4 – 7 (média = 5) ... Como decidir?
• Variância (V):
– Competidor A: [(7-5)2 + (5-5)2 + (3-5)2]/3 = 2,667
– Competidor B: [(5-5)2 + (4-5)2 + (6-5)2]/3 = 0,667
– Competidor C: [(4-5)2 + (4-5)2 + (7-5)2]/3 = 2,000
• Desvio Padrão (σ = Sigma; mantém a unidade da variável!):
– Competidor A: = √2,667 = 1,633
– Competidor B: = √ 0,667 = 0,817
– Competidor C: = √ 2,000 = 1,414
14](https://image.slidesharecdn.com/101004-221119133655-ced53268/85/6-SIGMA-14-320.jpg)
![6 Sigma
JCB
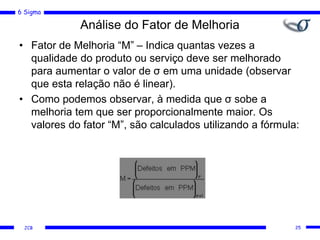
Quem Aplica a Metodologia
• O custo da má qualidade (COPQ - cost of poor quality) é
comumente usado na indústria como um critério-chave
para a seleção e avaliação dos projetos de Seis Sigma;
• Por exemplo, os projetos de Black Belts (BB)
normalmente economizam $250.000 ou mais, e os
projetos de Green Belts (GB) freqüentemente rendem
economias entre $50.000 e $75.000 [2];
• Tais números são impressionantes quando observados
isoladamente; sua influência na lucratividade geral e na
saúde econômica de uma companhia é ainda mais
impressionante quando observados coletivamente e no
contexto mais amplo dos outros números da companhia.
33](https://image.slidesharecdn.com/101004-221119133655-ced53268/85/6-SIGMA-33-320.jpg)
![6 Sigma
JCB
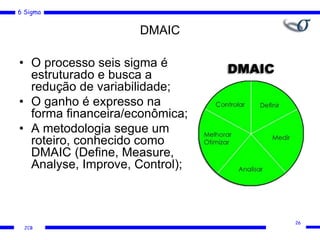
Seis Sigma e a Lucratividade
• O objetivo final da qualidade é o aumento da
lucratividade;
• No ambiente competitivo atual as iniciativas
devem justificar a si mesmas economicamente;
• Peter Drucker [1] afirma que “o lucro não é a
explicação, causa ou razão física do
comportamento e das decisões do negócio, mas
o teste de sua validade”.
35](https://image.slidesharecdn.com/101004-221119133655-ced53268/85/6-SIGMA-35-320.jpg)