Transferir como PDF, PPTX

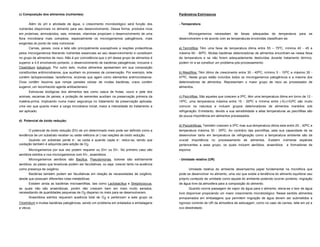
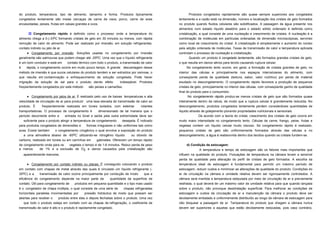
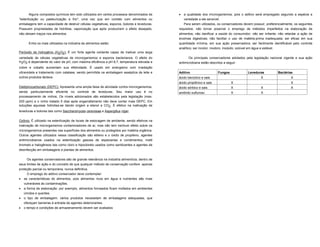

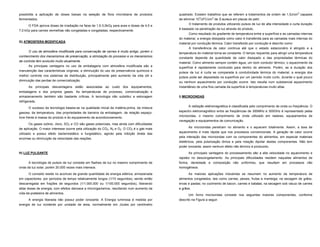
![ Fonte de energia: sua função é fornecer energia elétrica da rede e convertê
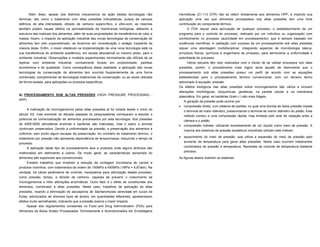
convertê-la á alta Tabela 3- Propriedades dielétricas da água e do gelo a 2450MHz
voltagem requerida pelo magnetron, que requer, em geral, milhares de volts de corrente
Constante dielétrica constante de perda dielétrica tangente de perda,
contínua.
relativa, ' relativa, " tan
Magnetron: é um oscilador capaz de converter a potência fornecida em energia na forma
Gelo 3,2 0,0029 0,0009
de microondas. O magnetron emite energia radiante de alta freqüência. A polaridade da
78 12,48 0,16
radiação emitida alterna entre positiva e negativa a altas freqüências (ex. 24,5 bilhões de
Água
vezes por segundo para um magnetron operando a freqüência de 2450MHz, a freqüência
s
mais comum dos fornos domésticos).
J) AQUECIMENTO ÔHMICO
Guia de onda ou seção de transmissão: tem a função de propagar, radiar ou transferir a
O efeito deste processamento sobre alimentos é explicado de acordo com a Lei de
energia gerada pelo magnetron para o forno ou cavidade. Num forno doméstico, o guia
Ohm. O alimento funciona como uma resistência à passagem da corrente elétrica e é
de onda possui poucos centímetros de comprimento; no entanto, em equipamentos
aquecido. A profundidade de penetração é ilimitada e a extensão do aquecimento é
industriais pode alcançar alguns metros. A energia perdida nesta seção é geralmente
governada pela uniformidade espacial da condutividade elétrica do produto, e seu tempo de
pequena.
residência no aquecedor.
Agitador: geralmente é um ventilador que gira e distribui a energia transmitida através do
gira
Uma da principais vantagens é o aquecimento praticamente simultâneo da porção
forno.
líquida e sólida do alimento, o que evita processar o líquido em excesso, a fim de assegurar
Cavidade do forno: a cavidade engloba o alimento que vai ser aquecido
a esterilidade do componente sólido, resultando em menores danos ao alimento.
As principais aplicações são processamento de refeições pré-preparadas para
estocagem e distribuição à temperatura ambiente; pasteurização de produtos que
contenham partículas, por enchimento a quente; pré-aquecimento de alimentos antes da
esterilização, em latas; produção de refeições prontas para estocagem e posterior
distribuição à temperatura de resfriamento.
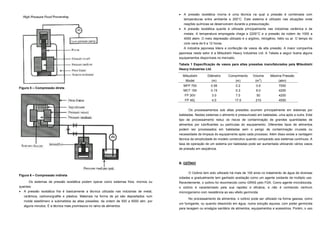
Figura 7 - Esquema de um forno microondas
A energia transferida entre as microondas e o material exposto é influenciada pelas
exposto
propriedades elétricas do material. A distribuição de energia dentro de um material é
determinada pelo fator de atenuação ', que é inversamente proporcional à penetração do
',
campo elétrico no material, valor Z.
A profundidade Z abaixo da superfície do material até onde penetra o campo elétrico
baixo
pode ser definida como:
2
[ ]1 / 2
2 ' ( 1 tan 2 1)
Z
onde é o comprimento de onda em metros, sendo que = v/f f = freqüência em
v/f,
hertz e v = velocidade (300 x 108 m/s). O valor tan é a tangente de perda; e ' é a
angente
constante dielétrica do material.](https://image.slidesharecdn.com/tecnologiadealimentos000-100320071441-phpapp02/85/Tecnologia-De-Alimentos-000-23-320.jpg)


O documento discute a importância da industrialização de alimentos e os princípios de conservação de alimentos. A industrialização de alimentos torna os produtos disponíveis durante todo o ano, otimiza a produção agrícola e conserva os nutrientes e qualidade dos alimentos através de tratamentos como calor, frio e aditivos. Os princípios de conservação incluem considerar fatores como pH, atividade de água e composição do alimento para inibir o crescimento de microrganismos durante o processamento e armazenamento dos alimentos.