Baixado 59 vezes




![] 14 de 15
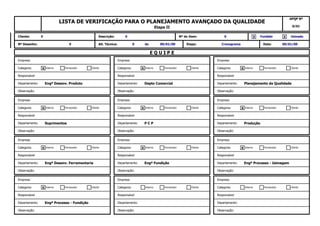
OBSERVAÇÕES
NÃO ESPECIAL
Variação com baixa probabilidade de afetar significativamente o produto Qualidade NÃO APROVADO
Qualidade
CARACTERÍSTICAS EQUIPE ANÁLISE CRÍTICA OBSERVAÇÕES
SIMB. TIPO DESCRIÇÃO DEPTO REPRESENTANTE APROVADO
11
10
9
8
7
6
5
4
3
2
NPR
1
AÇÕES PREVENTIVAS
RECOMENDADAS
RESPONSÁVEL DATA
SEV
ERI
OCO
RRÊ
DET
ECÇ
CAUSA (S) POTENCIAL
MECANISMO (S)
DE FALHA
OCO
RRÊ
CONTROLES
PREVENTIVOS
EXISTENTES NO
CONTROLES
DETECTIVOS
EXISTENTES NO
DET
ECÇ
NPR
ITEM FUNÇÃO
MODO DE FALHA
POTENCIAL
EFEITO POTENCIAL DA
FALHA
SEV
ERI
CLA
SSIF
ALTERAÇÃO TÉCNICA
0 0 0 0 0 0 de 00/01/00
ELABORADO POR: CLIENTE PRODUTO Nº DO PRODUTO Nº DESENHO
F M E A ANÁLISE DO MODO DE FALHA E SEUS EFEITOS
REV. DATA REVISÃO DATA INICIAL PÁGINA
Laboratório
ESPECIAL - Relacionado com
a segurança
Característica do produto para a qual uma variação pode afetar
significativamente a segurança do produto ou sua conformidade
(inflamabilidade, freios, ruídos).
Usinagem
Pintura
OBSERVAÇÕES
ESPECIAL - Não relacionado com a
segurança
Característica do produto para a qual uma variação tem probabilidade de
afetar significativamente a satisfação do Cliente com o produto
Produção
Produção
NÃO ESPECIAL
Qualidade](https://image.slidesharecdn.com/item7-150318175936-conversion-gate01/85/Analise-de-Viabilidade-Item-7-3-b-13-320.jpg)
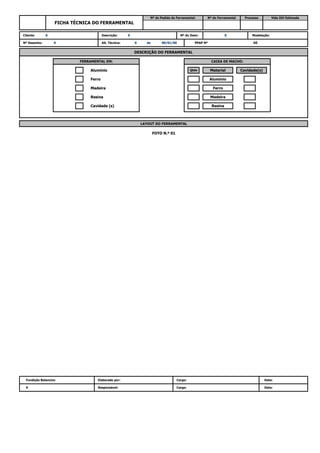

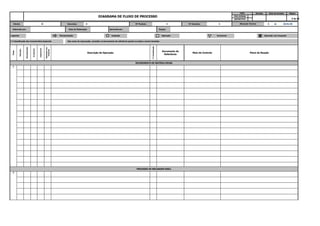
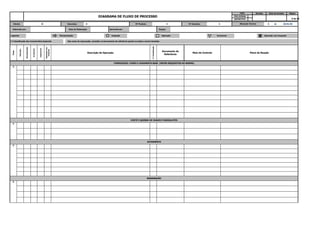
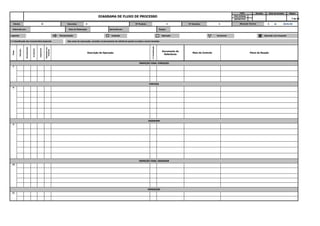
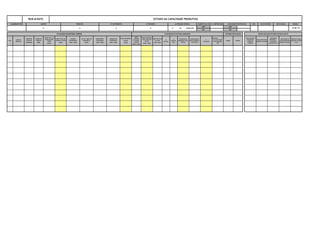
O documento apresenta um diagrama de fluxo de processo para a produção de peças de fundição, descrevendo as etapas de recebimento de matéria-prima, fusão, vazamento, jateamento, usinagem e inspeção final. Ele também inclui informações sobre a capacidade produtiva da linha de produção e a avaliação inicial de riscos do lançamento do produto.























![[slides] Comunicação Oral e Escrita](https://cdn.slidesharecdn.com/ss_thumbnails/slides-comunicaooraleescrita-160109171526-thumbnail.jpg?width=640&height=640&fit=bounds)































































