Este documento discute conceitos fundamentais de controle de qualidade, incluindo:
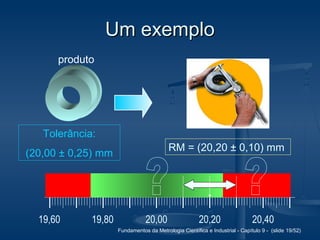
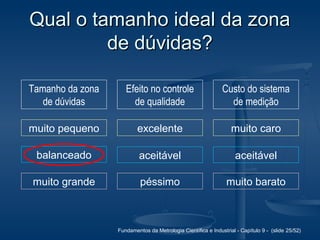
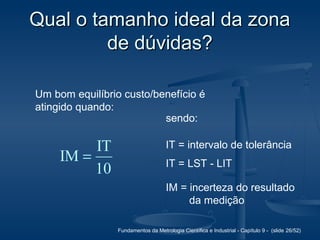
1) A importância de estabelecer tolerâncias para características de produtos e processos de forma a equilibrar custos e qualidade;
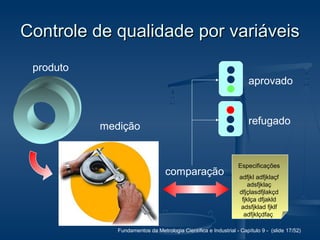
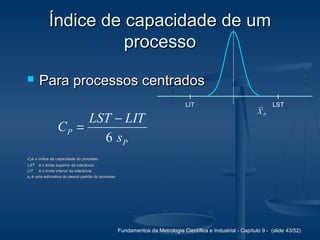
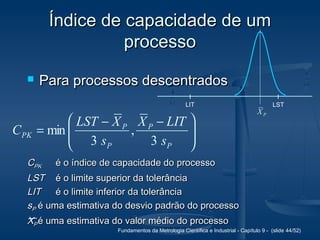
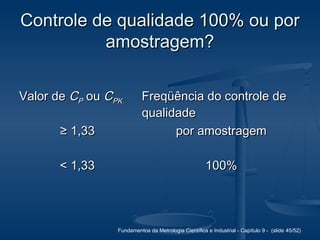
2) Os diferentes tipos de controle de qualidade, como controle por atributos e por variáveis;
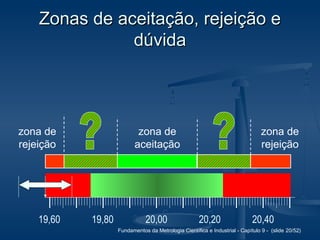
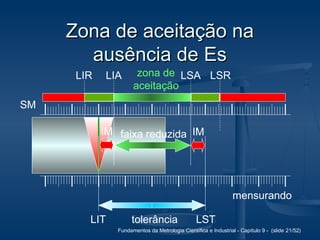
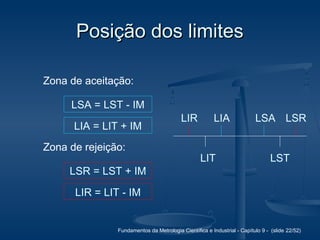
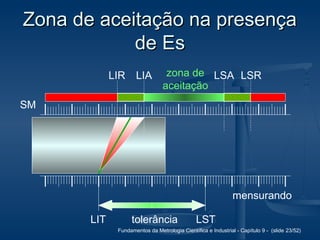
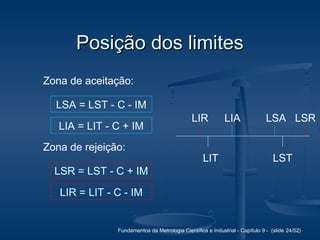
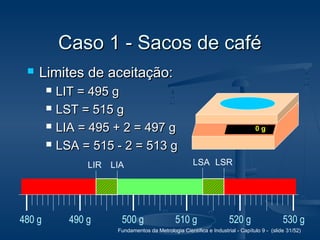
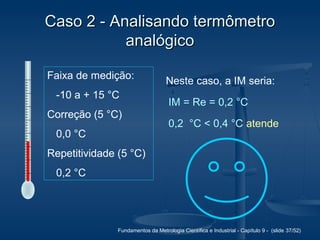
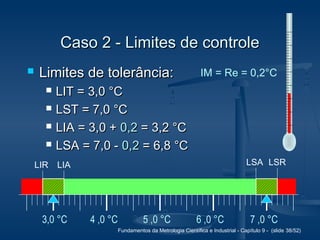
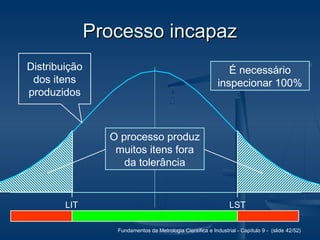
3) A definição e uso de zonas de aceitação, rejeição e dúvida para tomada de decisões sobre a conformidade de produtos.
























































![Fmci cap%201[1]](https://cdn.slidesharecdn.com/ss_thumbnails/fmcicap2011-120827144200-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)



































