Baixado 2.095 vezes


















![Clarificação do melaço
Centrifugação
Diluição com água (10 a 12ºB, diminuir viscosidade),
ajuste no pH (5,5);
Adição de nutrientes (uréia, sulfato de amônio)
Fermentação - durante 28 a 72 h/ 28 - 33 ºC. [Culturas puras de
Saccharomyces cerevisiae (leves) e Schizossacaromyces pombe (forte)];
Centrifugação (separar leveduras);
Destilação (alambiques ou contínuos);
Envelhecimento (10 a 15 anos, em carvalho);
Padronização (diluição, coloração, descoloração)
Engarrafamento
PRODUÇÃO DE UISQUES
É a bebida com teor alcoólico entre 30 e 54ºGL, obtido do destilado simples de cereais,
parcial ou totalmente malteados e envelhecidos em carvalho, podendo ser adicionado caramelo;
Uísque de malte puro - (malt whisky ou Straigh malt whisky) é privativo ao produto obtido
unicamente de cevada malteada, podendo ter água potável e envelhecido;
Uísque tipo escocês - (blended scotch type whisky) - é a bebida obtida pela mistura de um mínimo
de 30% de uísque de malte, com destilado alcoólico simples de cereais envelhecido ou álcool etílico
potável
Uísque Bourbon - (Straight bourbon whisky) - é a bebida obtida de um mínimo de 50% de destilado
alcoólico simples de milho e álcool etílico potável, podendo também ter outros cereais malteados e
não malteados
Álcool poderá ser envelhecido
Whiskey - água da vida em inglês
Whisky - grafia concedida à bebida feita na escócia
Matérias-primas: cevada malteada e não malteada, milho e centeio (rye-whisky)
91](https://image.slidesharecdn.com/apostiladetecnologiadebebidas-110522150546-phpapp02/85/Apostila-de-tecnologia-de-bebidas-92-320.jpg)



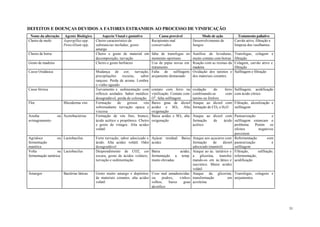
Este documento descreve o processo de produção de refrigerantes, incluindo considerações sobre matérias-primas, equipamentos, formulações, legislação e elaboração de vinagres. Detalha os principais ingredientes usados e suas propriedades, como água, açúcar, sucos, ácido cítrico, CO2, terra diatomácea e conservantes. Também explica etapas como a produção de xarope simples e final, carbonatação, envase e armazenamento.



































































