Transferir como PDF, PPTX


![RESÍDUOS PASSÍVEIS DE
CO-PROCESSAMENTO
Para geradores que não aceitam o aterro como
solução e/ou geradores de grandes volumes de
resíduos com valor agregado [exemplo: pneu; CDR
- Combustível Derivado de Resíduo (normalmente
compreende os rejeitos de processos de coleta
seletiva
e/ou
reciclagem
compostos
majoritariamente de plástico, papel, madeira)], etc](https://image.slidesharecdn.com/aula7-co-processamento-131219111857-phpapp02/85/Aula-7-co-processamento-4-320.jpg)



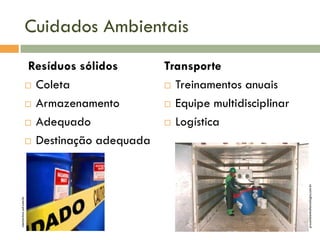
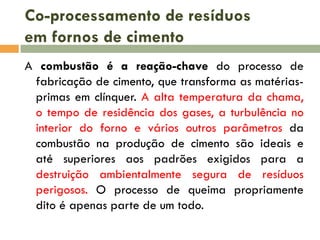


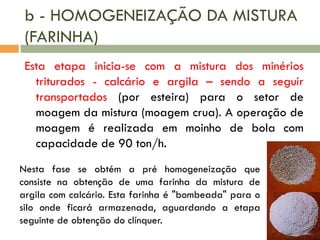
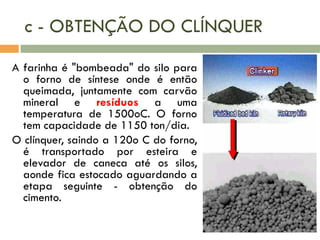
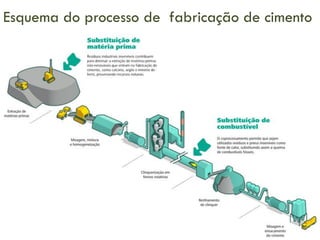





O documento discute o processo de co-processamento, no qual resíduos industriais são reutilizados na produção de cimento. O co-processamento envolve a mistura homogênea de resíduos e matérias-primas, e sua queima em fornos de cimento a altas temperaturas, destruindo componentes orgânicos e inertizando componentes inorgânicos. O documento descreve os cuidados necessários com transporte, armazenamento, saúde e segurança no processo.











































































































