Baixado 24 vezes


![viii
Figura 39. Distribuição de elementos traços nas amostras de clínquer coprocessados ....................................................................................................
114
Figura 40. Interseção entre as áreas de distribuição de elementos traços
dos clínqueres não co-processados e co-processados ...................................
115
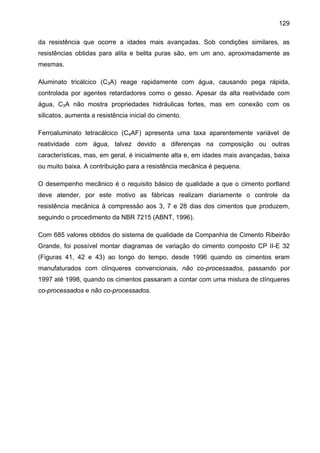
Figura 41. Curvas de resistências mecânicas a 1, 3, 7 e 28 dias de cimentos
industriais de 1996 ...........................................................................................
130
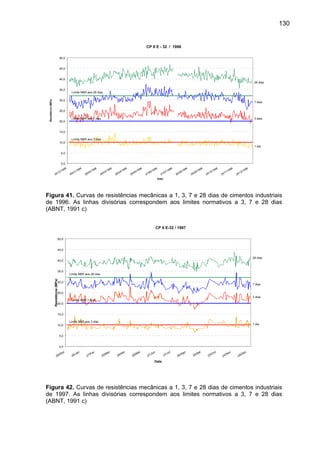
Figura 42. Curvas de resistências mecânicas a 1, 3, 7 e 28 dias de cimentos
industriais de 1997 ...........................................................................................
130
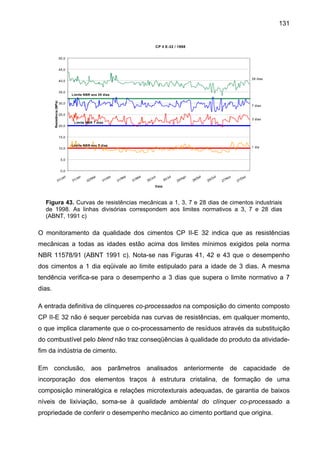
Figura 43. Curvas de resistências mecânicas a 1, 3, 7 e 28 dias de cimentos
industriais de 1998 ...........................................................................................
131
Figura 44. Composição ideal das fases cristalinas de clínquer portland em
relação às razões {[(C+A)/C]-1} versus {[(C+S)/C]-1}, onde C = CaO, A =
Al2O3; S = SiO2 ................................................................................................
134
Figura 45. Proporção molecular de PbO em fases cristalinas de clínquer .....
136
Figura 46. Proporção molecular de ZnO em fases cristalinas de clínquer ......
136
Figura 47. Proporção molecular de V2O5 em fases cristalinas de clínquer .....
137
Figura 48. Proporções moleculares de elementos maiores em C3S e C2S
nos clínqueres experimentais não-dopado e dopados (V, Pb, e Zn) ...............
138/
139
Figura 49. EDS em esférula enriquecida em Pb inclusa em cristal de C3S de
clínquer experimental dopado com Pb .............................................................
140
Figura 50. EDS em cristal de periclásio (MgO) enriquecido em Zn de
clínquer experimental dopado com Zn .............................................................
142
Figura 51. EDS em cristal de C2S de clínquer experimental dopado com V ..
143
Índice de Tabelas
Tabela 1. Condições instrumentais do espectrômetro de fluorescência de
raios X .............................................................................................................
14
Tabela 2. Quantidades de materiais para confecção da argamassa para
corpos-de-prova ...............................................................................................
21
Tabela 3. Eficiência de destruição de resíduos em fornos de cimento e
dados de emissões ..........................................................................................
44
Tabela 4. Níveis de metais em matérias-primas primárias e combustíveis
fósseis .............................................................................................................
51](https://image.slidesharecdn.com/maringolov2001-140203032921-phpapp02/85/Maringolo-v2001-8-320.jpg)






















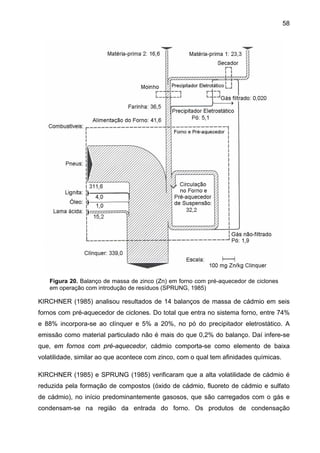

![66
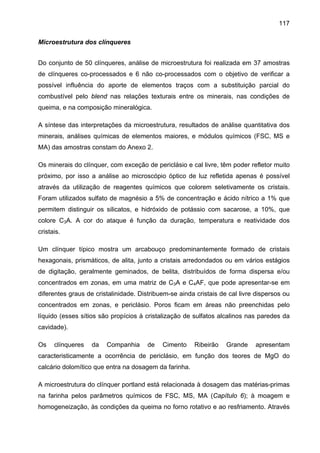
início da cristalização de alita (C3S) a partir de belita (C2S) e CaO nãocombinado (cal livre).
Acima de 1350oC:
Recristalização e desenvolvimento dos cristais de alita (C3S) e belita (C2S) na
presença de fase líquida.
Os módulos químicos estão diretamente correlacionados às reações de clinquerização
(KIHARA et al., 1983). FSC indica a proporção C3S/C2S potencial do clínquer. MS
controla a quantidade de fase líquida e permite avaliar a proporção de silicatos cálcicos
(C3S + C2S) em relação aos aluminatos e ferroaluminatos cálcicos (C3A + C4AF) que
compõem a fase intersticial. MA controla a composição e viscosidade da fase líquida,
com grande influência na temperatura de clinquerização e no processo de granulação
do clínquer, retratando a proporção C3A/C4AF.
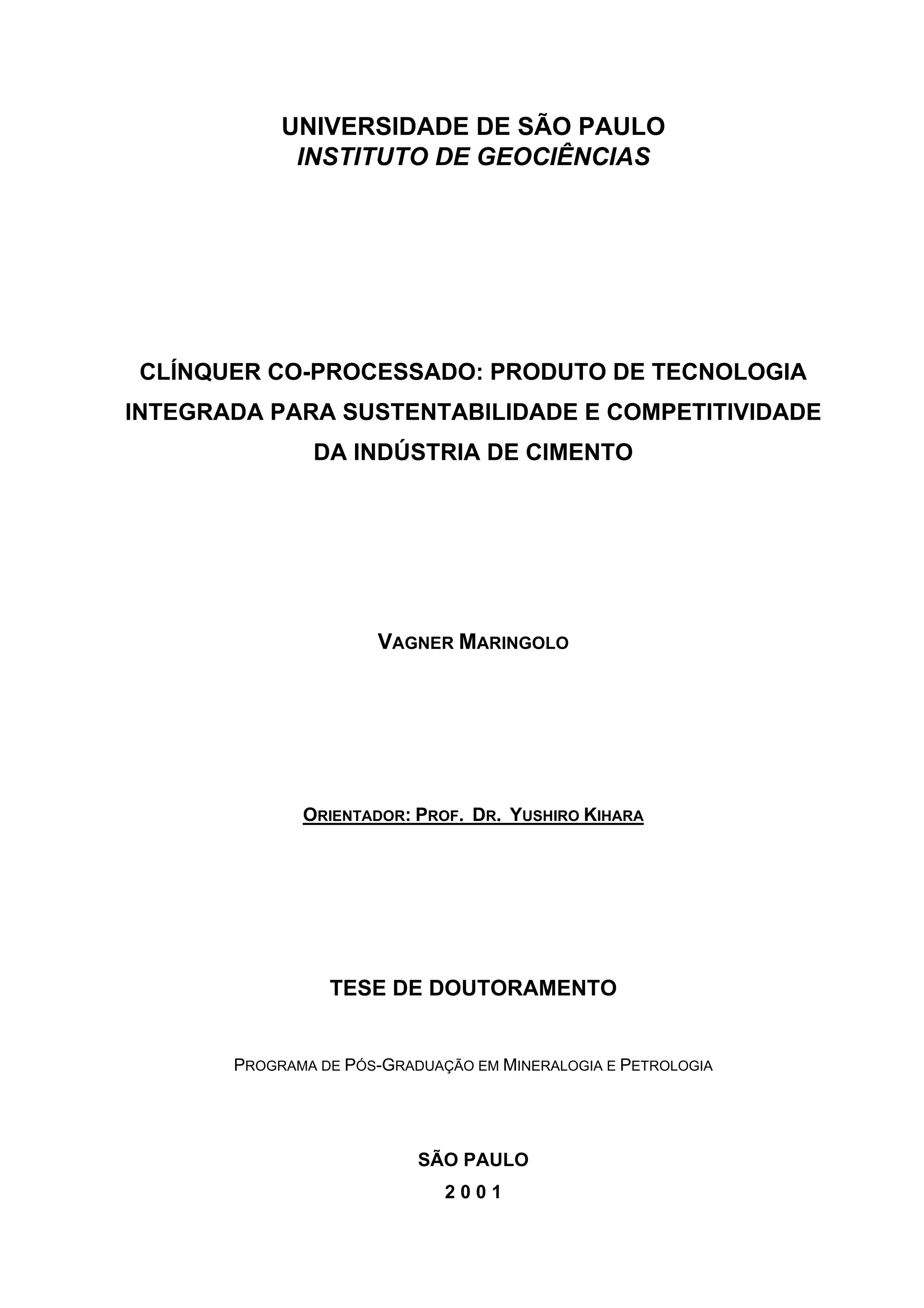
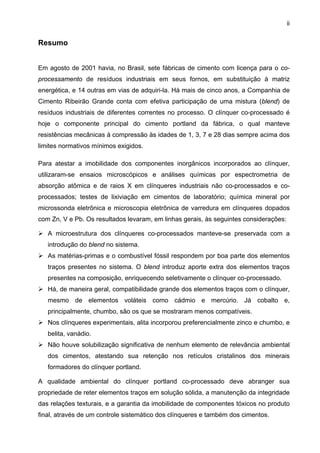
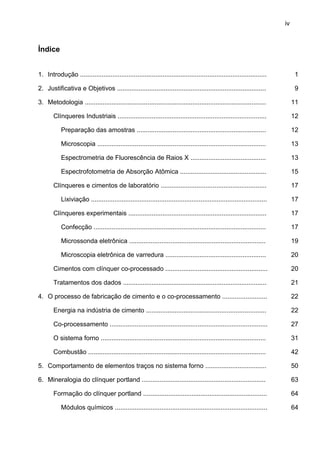
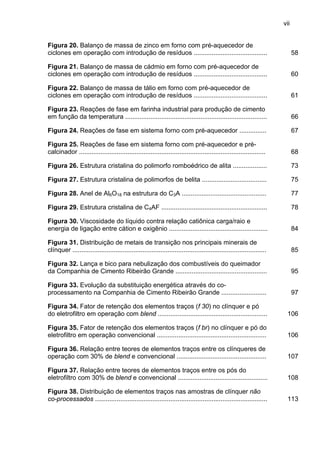
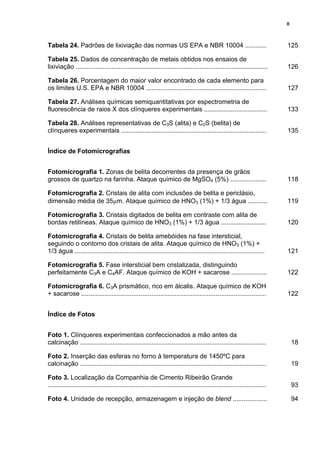
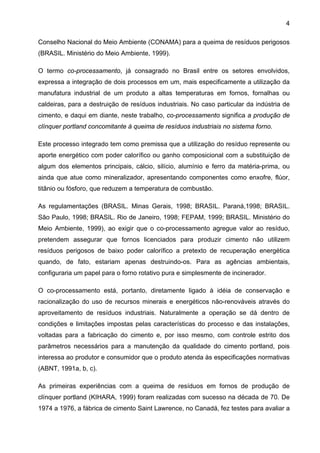
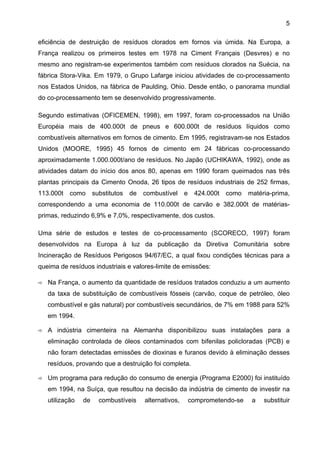
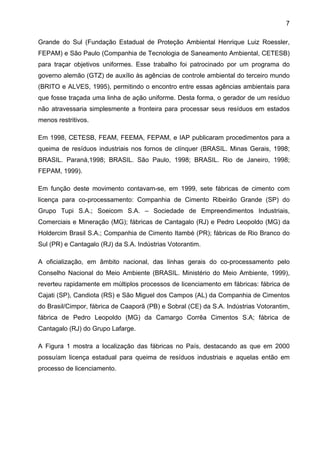
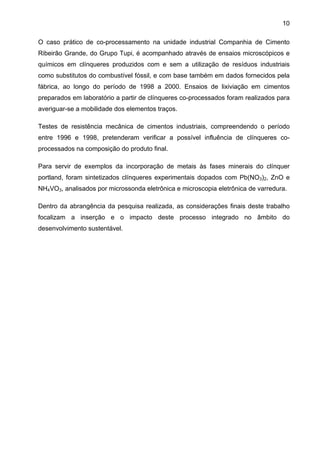
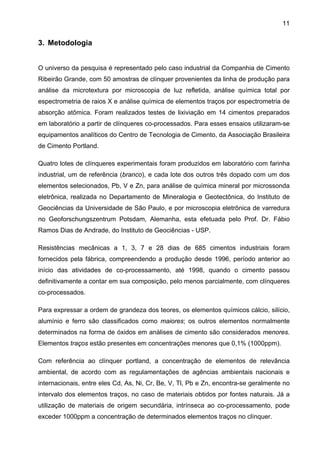
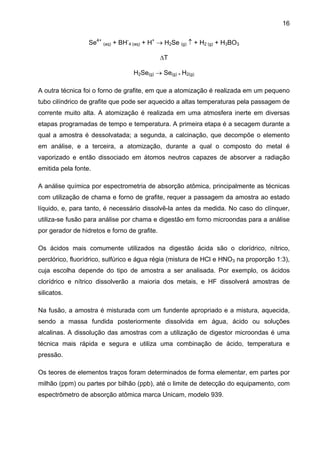
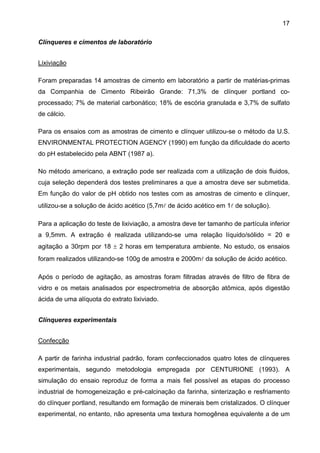
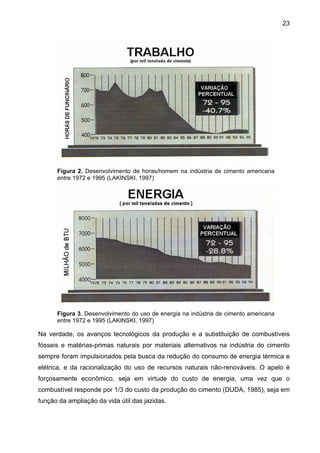
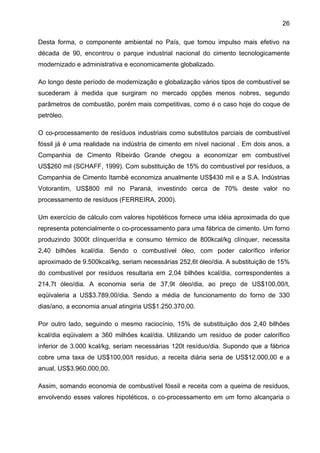
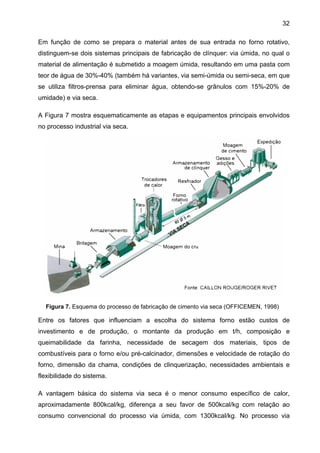
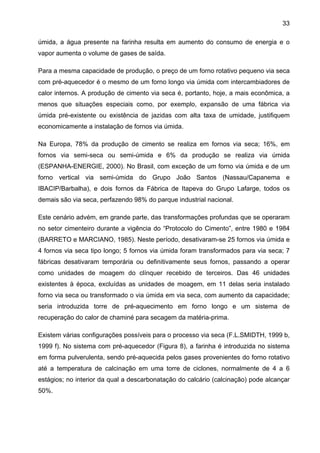
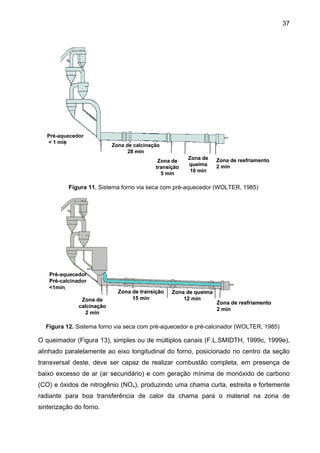
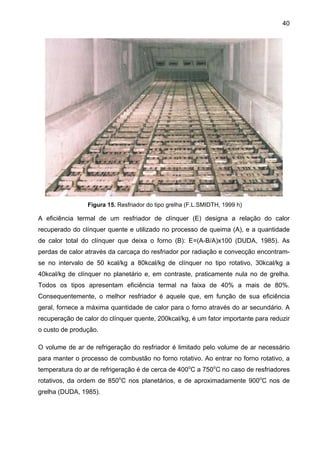
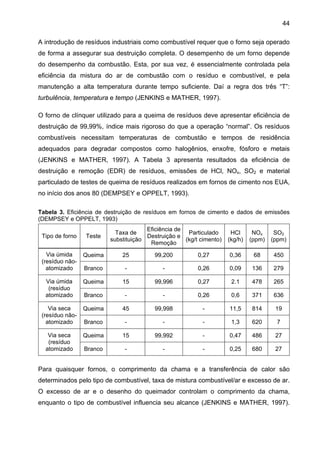
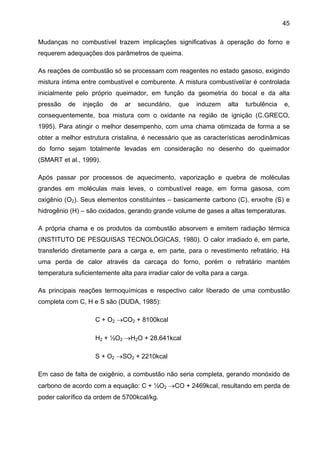
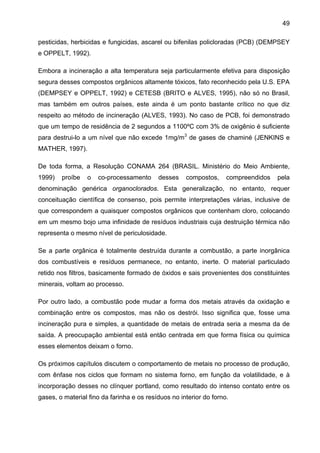
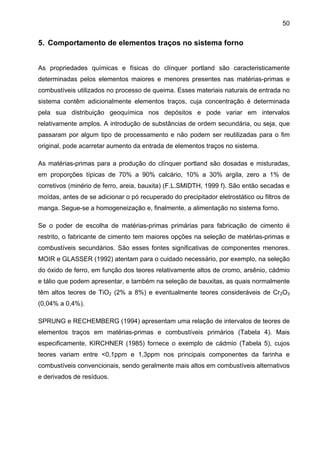
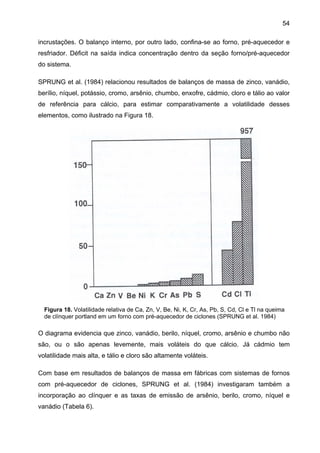
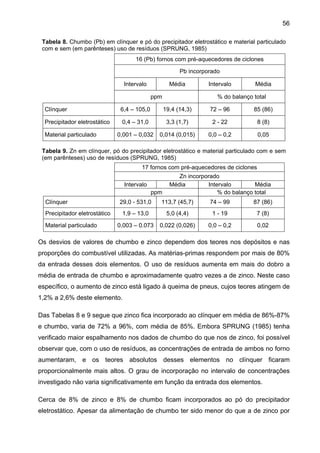
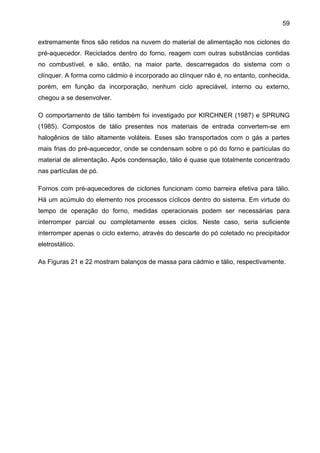
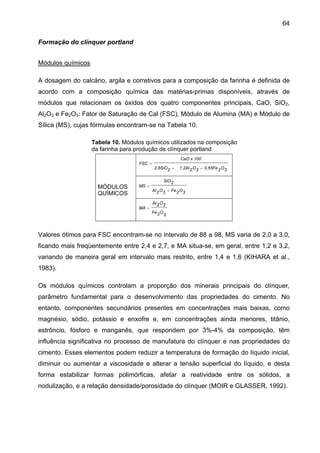
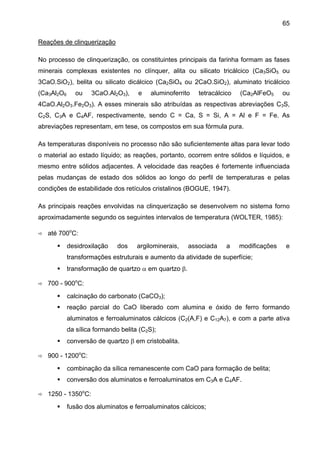
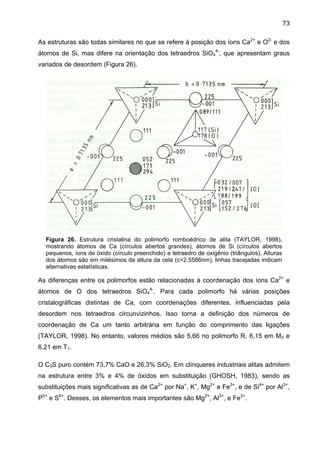
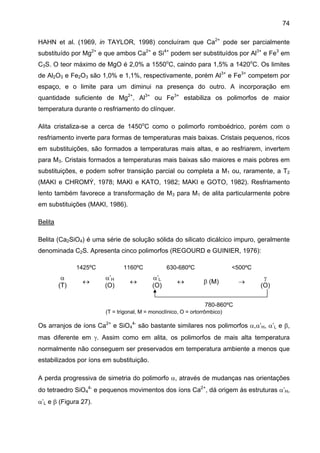
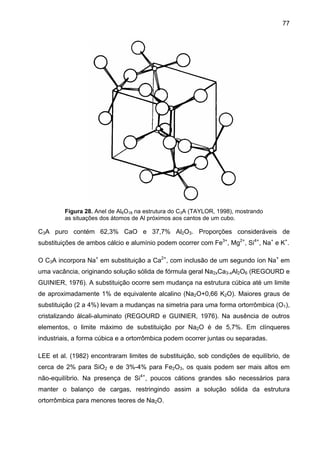
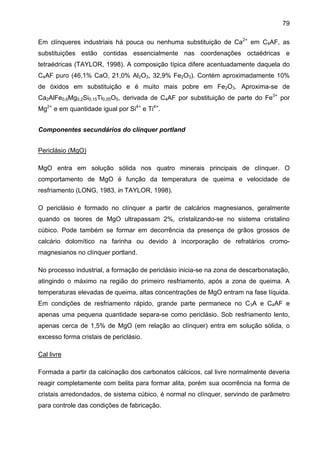
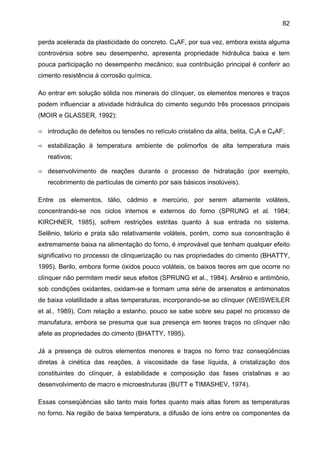
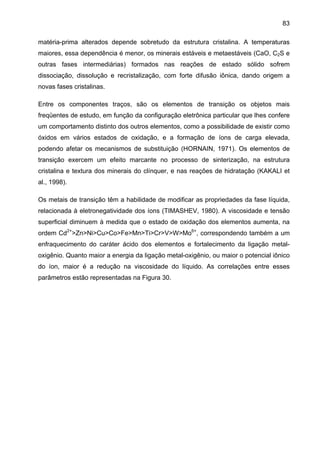
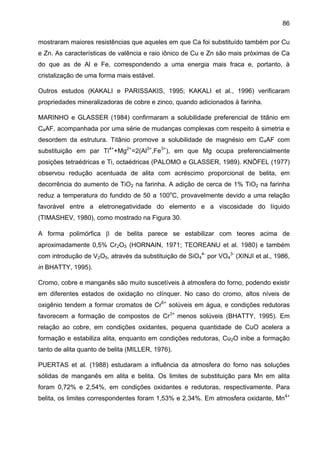
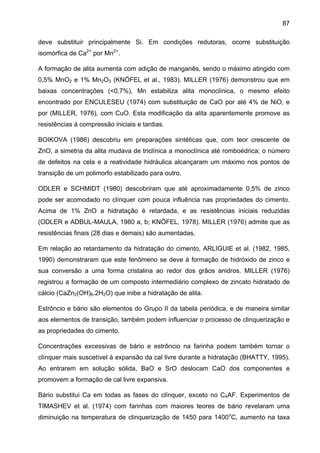
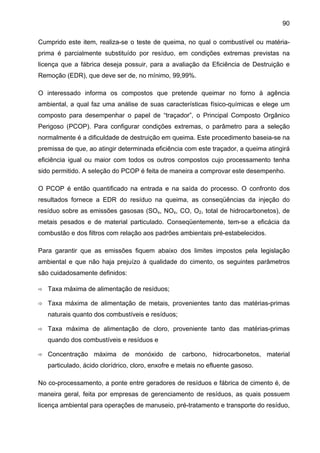
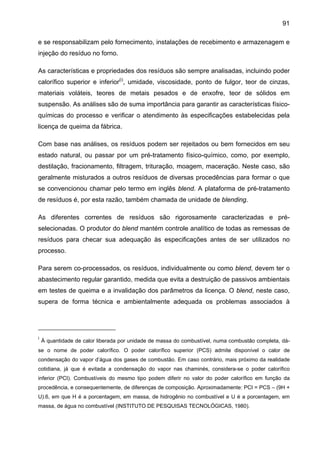
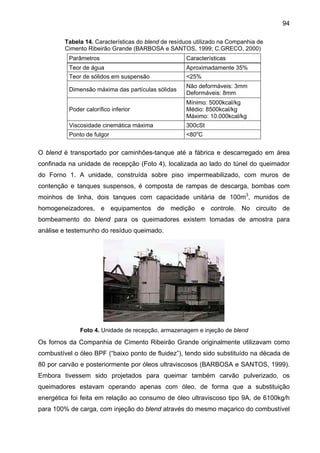
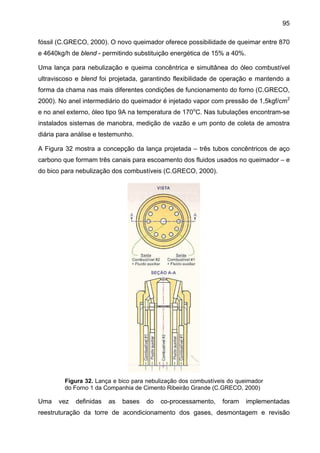
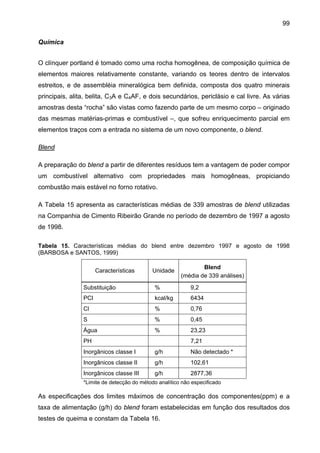
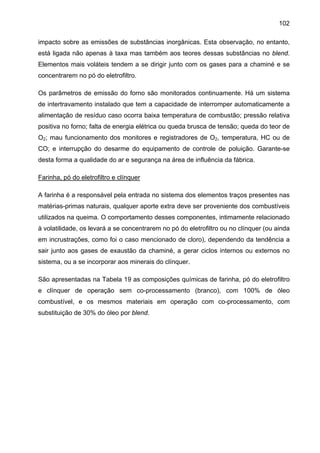
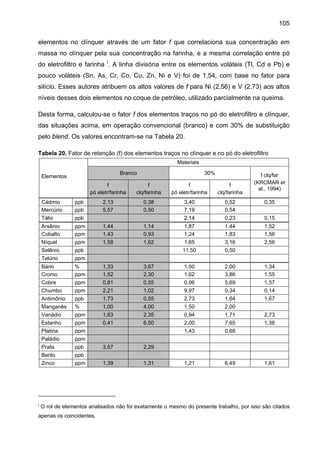
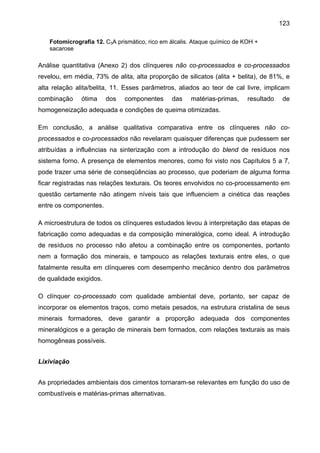
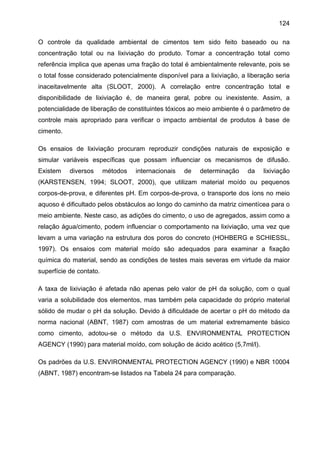
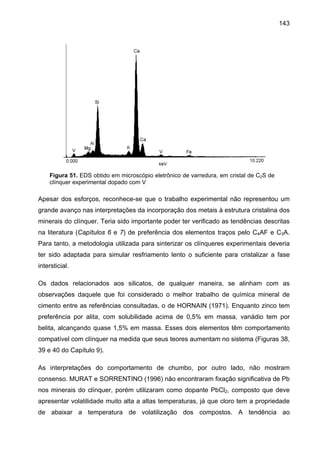
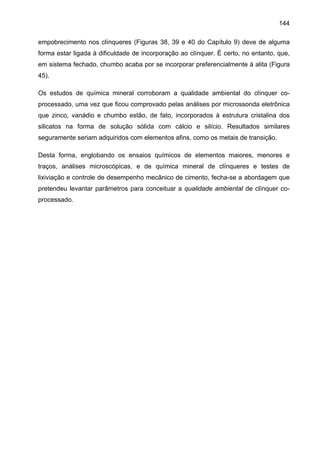
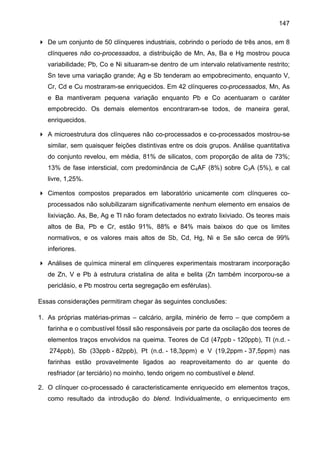
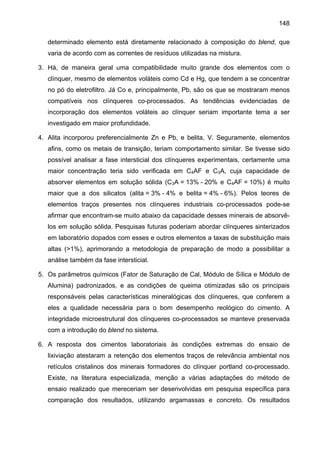
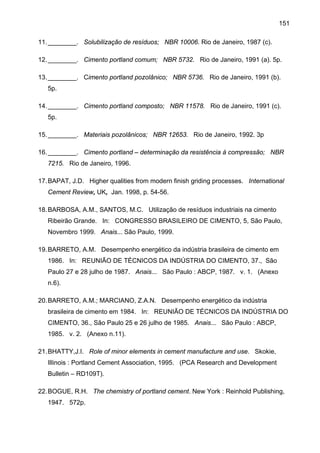
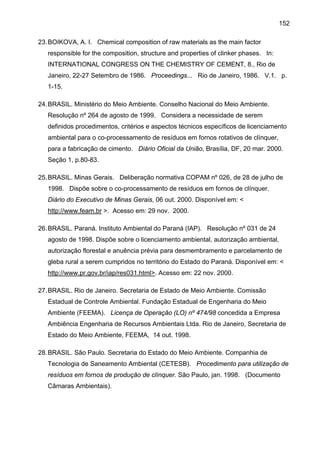
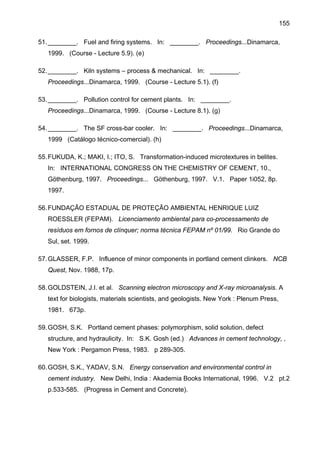
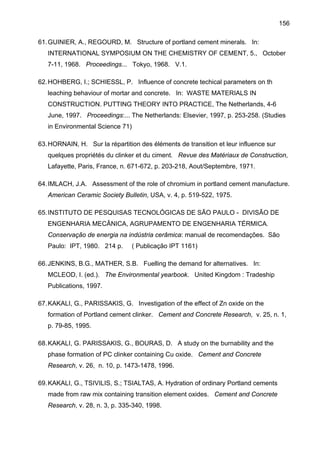
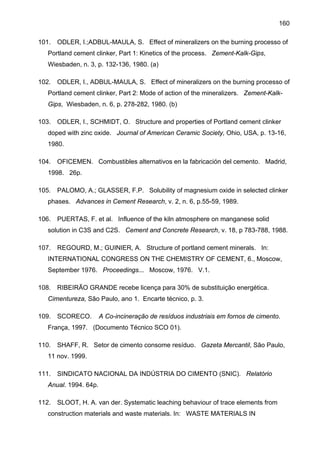
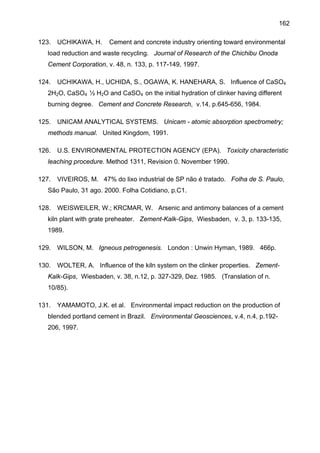
A Figura 23 ilustra o desenvolvimento das reações de clinquerização no forno rotativo,
e as Figuras 24 e 25 mostram as variações no perfil decorrentes da introdução no
sistema de um pré-aquecedor de ciclones e de um pré-calcinador, respectivamente
(WOLTER, 1985).
Farinha
CaCO3
Cal livre
Alita
Clínquer
Proporção em massa
↑
CO2
Quartzo α
Quartzo β
Minerais de argila
0
C12A7Líquido C3A Líquido
H2O
↓
Fe2O3
200
400
Cristobalita
600
C2(A,F)
800
1000
C4AF
1200
1400
Temperatura [ºC]
Figura 23. Reações de fase em farinha industrial para produção de cimento
em função da temperatura (WOLTER, 1985)](https://image.slidesharecdn.com/maringolov2001-140203032921-phpapp02/85/Maringolo-v2001-77-320.jpg)
![↑
CO2
1420ºC
CaCO3
1000
Cal livre
Alita
Belita
Quartzo α Quartzo β
Minerais de argila
800
600
Cristobalita
400
C3 A
C12A7 Líq C3A
Líquido C AF 200
4
C4AF
C2(A,F)
Fe2O3 ↓H2O
Tempo de residência
1400
1200
T [ºC]
Proporção em massa
67
10
15
20
25
30
35
40 45
[min]
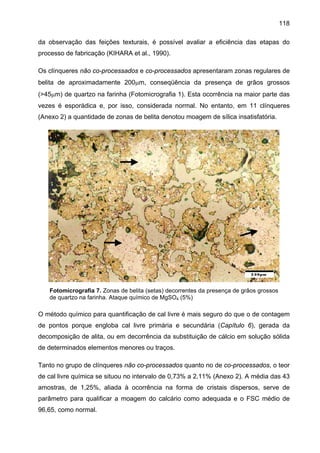
Figura 24. Reações de fase em sistema forno com pré-aquecedor (WOLTER, 1985)](https://image.slidesharecdn.com/maringolov2001-140203032921-phpapp02/85/Maringolo-v2001-78-320.jpg)
![68
1400
↑
CO2
1200
CaCO3
1000
Cal livre
800
Alita
Belita
Quartzo α Quartzo β Cristobalita
Minerais de argila
C3 A
C12A7 C (A,F) Líquido
2
C4AF
Fe2O3
↓H2O
Tempo de residência
10
15
T oC
Proporção em massa
1450ºC
600
400
C3 A
Líquido
20
25
200
C4AF
30
[min]
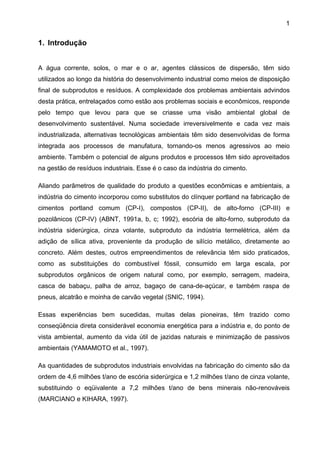
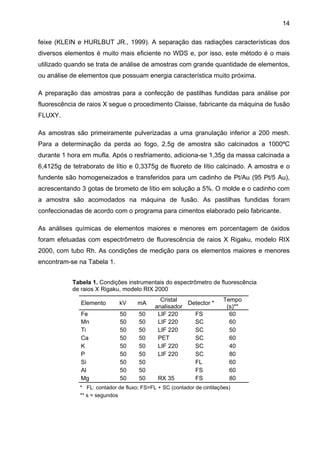
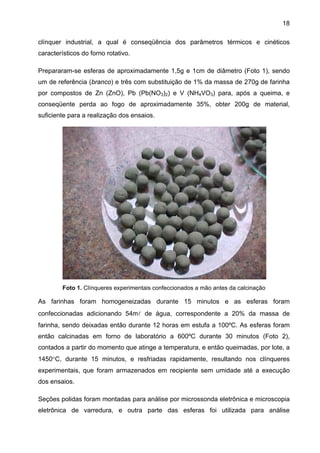
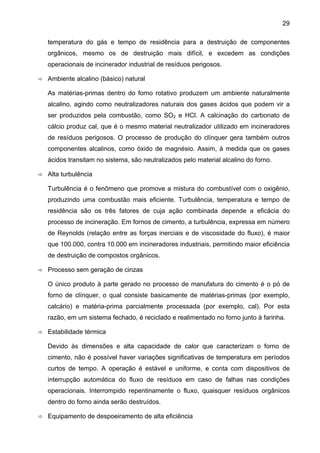
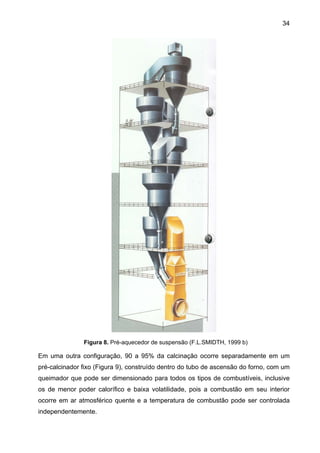
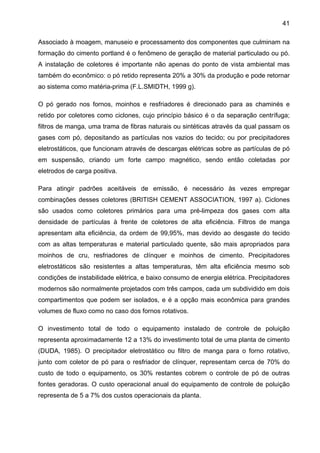
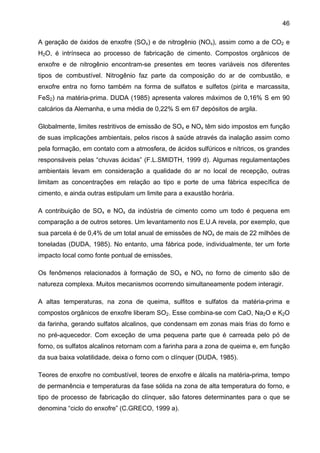
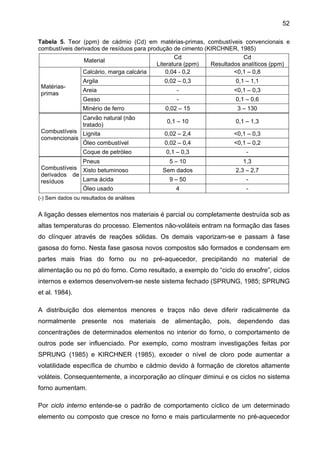
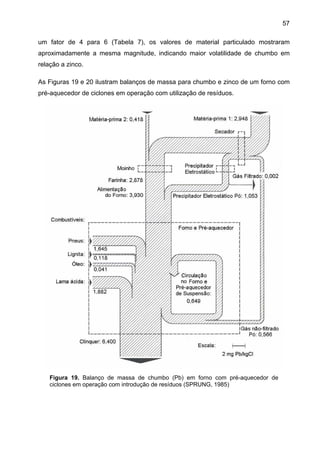
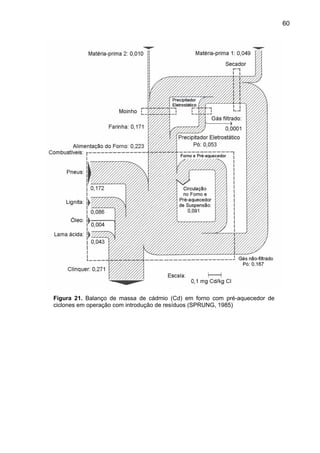
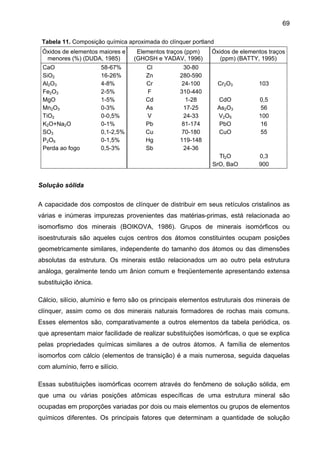
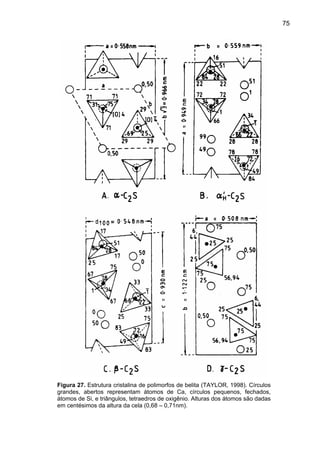
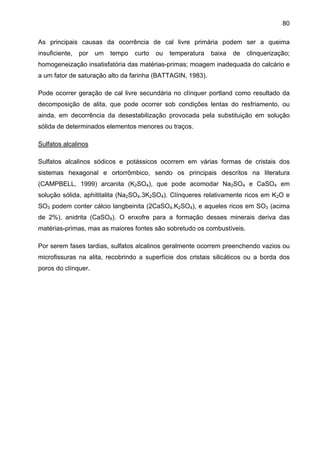
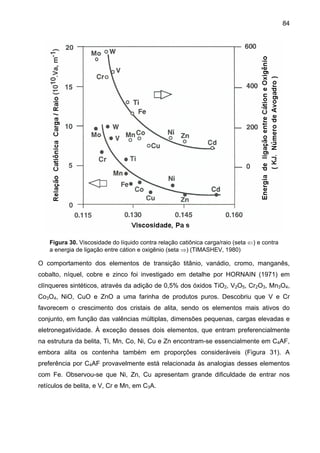
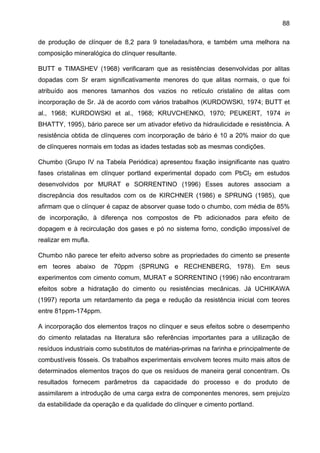
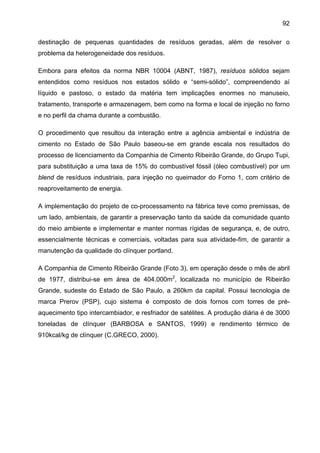
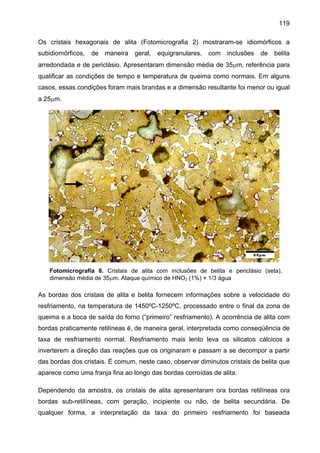
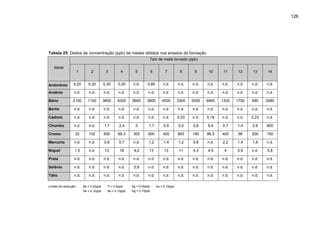
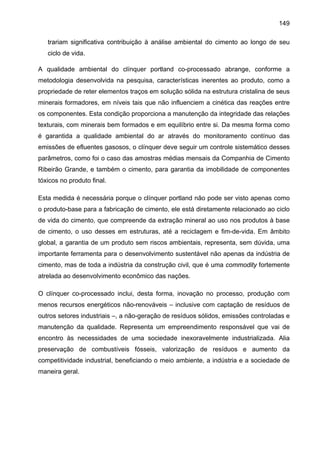
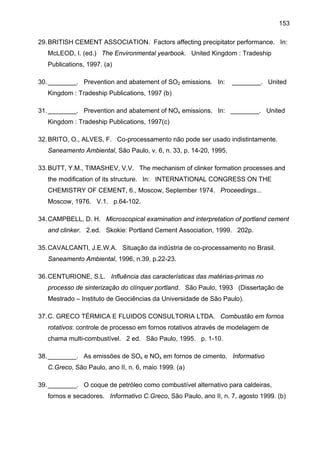
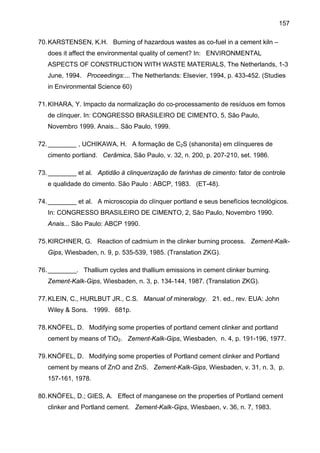
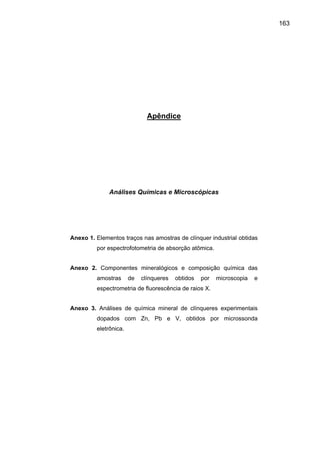
Figura 25. Reações de fase em sistema forno com pré-aquecedor e pré-calcinador
(WOLTER, 1985)
A Tabela 11 apresenta a concentração aproximada de elementos maiores e menores
(em óxidos) e de alguns elementos traços (ppm) no clínquer portland. Os teores de
elementos traços são função das características e composição das matérias-primas e
dos tipos de combustível utilizados, como, por exemplo, óleo, carvão mineral, coque de
petróleo e resíduos industriais.](https://image.slidesharecdn.com/maringolov2001-140203032921-phpapp02/85/Maringolo-v2001-79-320.jpg)















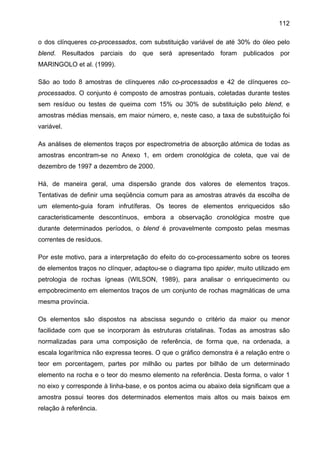








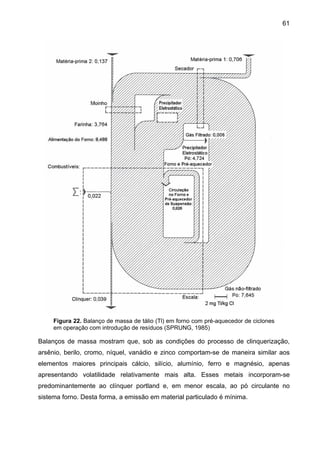
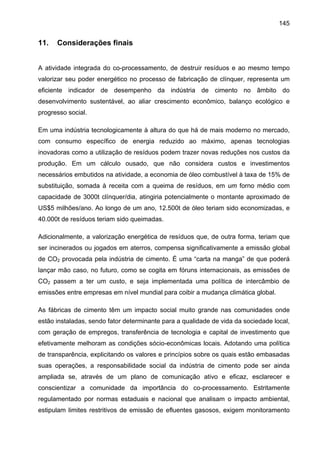
![134
As composições estequiométricas das moléculas puras ideais de alita (C3S), belita
(C2S), C3A e C4AF são lançadas no diagrama da Figura 44, valendo-se das relações
{[(CaO+Al2O3)/CaO] - 1} versus {[(CaO+SiO2)/CaO] -1}. Este diagrama servirá como
base para lançar as análises efetuadas.
0.4
C3A
0.3
((C+A)/C)-1
C4AF
0.2
0.1
C3S
C2S
0.0
-0.1
-0.1
0.0
0.1
0.2
0.3
0.4
0.5
0.6
((C+S)/C)-1
Figura 44. Composição ideal das fases cristalinas de clínquer portland em relação às
razões {[(C+A)/C]-1} versus {[(C+S)/C]-1}, onde C = CaO, A = Al2O3; S = SiO2
Na Tabela 28. são apresentados resultados médios de análises químicas de alita (C3S)
e belita (C2S) em cada um dos clínqueres experimentais.](https://image.slidesharecdn.com/maringolov2001-140203032921-phpapp02/85/Maringolo-v2001-145-320.jpg)
![135
Tabela 28. Análises representativas de C3S (alita) e C2S (belita) de clínqueres
experimentais
branco
com Pb
com Zn
com V
[%]
C3S
C2S
C3S
C2S
C3S
C2S
C3S
C2S
SiO2
24,44
30,02
24,62
33,15
23,80
32,48
25,62
29,56
Al2O3
0,80
2,04
0,88
0,26
1,62
0,59
1,40
1,76
CaO
70,35
61,91
70,51
62,60
69,04
62,11
69,06
60,41
FeO
0,48
1,44
0,55
0,40
1,35
0,67
0,80
1,39
MgO
1,48
1,22
-
-
1,29
0,44
-
4,17
Na2O
0,09
0,24
-
-
0,12
0,20
-
0,18
K2O
0,12
0,99
0,16
0,92
0,21
0,99
0,42
1,02
SO3
-
0,08
0,01
0,02
-
0,02
0,01
0,08
TiO2
0,11
0,15
0,05
0,09
0,11
0,05
0,12
0,11
SrO
0,12
0,36
0,12
0,30
0,23
0,43
0,21
0,29
MnO
0,00
0,05
0,03
0,06
0,02
0,02
0,02
0,06
P2O5
0,04
0,05
0,02
0,05
0,06
0,01
0,02
0,03
ZnO
-
-
-
-
0,66
0,19
-
-
PbO
0,02
0,03
0,33
0,11
-
-
-
-
V2O5
-
0,03
-
-
-
-
0,40
0,75
Total
98,05
98,61
97,28
97,96
98,48
98,21
98,09
99,79
Nas Figuras 45, 46 e 47, os dados de cada clínquer foram lançados em diagrama
contendo como referência as composições ideais de alita (C3S), belita (C2S), C3A e
C4AF, conforme a Figura 44. Análises mistas se situarão em pontos intermediários. O
diâmetro dos símbolos é proporcional às relações catiônicas dos metais Zn, Pb e V
contidos em cada ponto.](https://image.slidesharecdn.com/maringolov2001-140203032921-phpapp02/85/Maringolo-v2001-146-320.jpg)










1) O documento descreve uma tese de doutorado sobre o uso de resíduos industriais no processo de fabricação de cimento. 2) Foram realizados testes em clínqueres industriais e experimentais para avaliar a incorporação de elementos traços no clínquer e sua imobilidade. 3) Os resultados mostraram que a microestrutura do clínquer foi preservada, houve incorporação seletiva de elementos traços do resíduo no clínquer co-processado, e não ocorreu solubilização significativa desses elementos nos cimentos















































