
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Destaque
Semelhante a Adm materiais ii_parte_1
Semelhante a Adm materiais ii_parte_1 (20)
Último
Último (20)
Adm materiais ii_parte_1
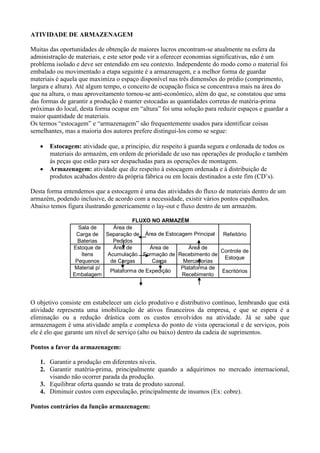
- 1. ATIVIDADE DE ARMAZENAGEM Muitas das oportunidades de obtenção de maiores lucros encontram-se atualmente na esfera da administração de materiais, e este setor pode vir a oferecer economias significativas, não é um problema isolado e deve ser entendido em seu contexto. Independente do modo como o material foi embalado ou movimentado a etapa seguinte é a armazenagem, e a melhor forma de guardar materiais é aquela que maximiza o espaço disponível nas três dimensões do prédio (comprimento, largura e altura). Até algum tempo, o conceito de ocupação física se concentrava mais na área do que na altura, o mau aproveitamento tornou-se anti-econômico, além do que, se constatou que uma das formas de garantir a produção é manter estocadas as quantidades corretas de matéria-prima próximas do local, desta forma ocupar em “altura” foi uma solução para reduzir espaços e guardar a maior quantidade de materiais. Os termos “estocagem” e “armazenagem” são frequentemente usados para identificar coisas semelhantes, mas a maioria dos autores prefere distingui-los como se segue: Estocagem: atividade que, a principio, diz respeito à guarda segura e ordenada de todos os materiais do armazém, em ordem de prioridade de uso nas operações de produção e também às peças que estão para ser despachadas para as operações de montagem. Armazenagem: atividade que diz respeito à estocagem ordenada e à distribuição de produtos acabados dentro da própria fábrica ou em locais destinados a este fim (CD’s). Desta forma entendemos que a estocagem é uma das atividades do fluxo de materiais dentro de um armazém, podendo inclusive, de acordo com a necessidade, existir vários pontos espalhados. Abaixo temos figura ilustrando genericamente o lay-out e fluxo dentro de um armazém. O objetivo consiste em estabelecer um ciclo produtivo e distributivo contínuo, lembrando que está atividade representa uma imobilização de ativos financeiros da empresa, e que se espera é a eliminação ou a redução drástica com os custos envolvidos na atividade. Já se sabe que armazenagem é uma atividade ampla e complexa do ponto de vista operacional e de serviços, pois ele é elo que garante um nível de serviço (alto ou baixo) dentro da cadeia de suprimentos. Pontos a favor da armazenagem: 1. Garantir a produção em diferentes níveis. 2. Garantir matéria-prima, principalmente quando a adquirimos no mercado internacional, visando não ocorrer parada da produção. 3. Equilibrar oferta quando se trata de produto sazonal. 4. Diminuir custos com especulação, principalmente de insumos (Ex: cobre). Pontos contrários da função armazenagem: Sala de Carga de Baterias Área de Separação de Pedidos Refeitório Estoque de Itens Pequenos Área de Acumulação de Cargas Área de Formação de Carga Área de Recebimento de Mercadorias Controle de Estoque Material p/ Embalagem Plataforma de Recebimento EscritóriosPlataforma de Expedição Área de Estocagem Principal FLUXO NO ARMAZÉM
- 2. 1. Custo da mercadoria armazenada. 2. Custos com infra-estrutura envolvida (espaço, pessoas, equipamentos, administração, etc.) 3. Custo de capital imobilizado. 4. Custo da obsolescência do material estocado. 5. Custo de movimentação. “A armazenagem é uma conveniência econômica, em vez de uma necessidade, no sistema logístico”. Considerações sobre o serviço ao usuário; Considerações sobre produto; Proteção contra expectativas futuras.
- 3. Princípios da Armazenagem: 1. Planejamento: desenvolver plano estratégico de movimentação, armazenagem e controle de materiais, envolvendo planos da produção marketing e distribuição. 2. Sistema Híbrido: movimentar, estocar e controlar cada item de acordo com sua especificidade. 3. Fluxo de Materiais: desenvolver um layout para o armazém, com base no fluxo de entrada e saída de materiais. 4. Controle: planejar um sistema que realmente propicie um controle físico, fiscal, inventário e administrativo do material. 5. Simplificação: da movimentação interna dos materiais (conhecida como movimentação passiva que não agrega valor). 6. Capacidade de recebimento: espaço e estrutura para reposição 7. Espaço: maximizar capacidade de estocagem com base no volume do armazém e não pela área quadrada. 8. Tamanho Unitário: aumentar quantidade, tamanho e peso da carga a ser movimentada (unitização). 9. Automatização: das movimentações e controle do material. 10. Seleção do equipamento: selecionar os equipamento utilizados na movimentação de acordo com a especificidade e do fluxo do material. 11. Padronização: métodos e tipos de movimentação, armazenagem e controle (visando redução de custos com acidentes). 12. Flexibilidade: planejamento da infra-estrutura física de movimentação e armazenagem para que possam responder as necessidades de mudanças futuras. 13. Layout/Corredor: definir comprimento, largura, altura e disposição dos corredores de movimentação de forma a eliminar movimentação passiva e acidentes. 14. Utilização: maximizar utilização do pessoal e dos equipamentos envolvidos na atividade. 15. Manutenção: programar revisões preventivas periódicas nos equipamentos de movimentação. 16. Obsolescência: acompanhar as tendências e inovações nos sistemas de movimentação, armazenagem e controle, substituindo se necessário. 17. Desempenho: ter métricas para avaliação de desempenho.
- 4. 18. Auditoria: manter equipe envolvida no setor a estar buscando melhoria continua. 19. Instalação: projetar instalação de modo a acomodar todo sistema de movimentação e armazenagem, levando em consideração pé-direito e espaçamento das colunas (engenharia). 20. Segurança: prever planos de contingência para acidentes na movimentação ou não de materiais, principalmente com as conhecidas “cargas perigosas”. LAYOUT DO ARMAZÉM: Objetivos: 1. Assegurar a utilização máxima do espaço. 2. Propiciar a mais eficiente movimentação de materiais. 3. Reduzir custos com utilização de equipamentos adequados, mão-de-obra e espaços, de forma a eliminar danos aos materiais. 4. Propiciar flexibilidade para mudanças futuras. Metodologia: 1. Conhecer os materiais a serem movimentados (especificidade de cada um), buscar a padronização. 2. Localizar as áreas de recebimento e expedição. 3. Localizar as áreas primárias, secundárias de separação de pedidos e estocagem. 4. Definir o sistema de localização dos materiais. Padronização Normalmente nas empresas, são encontrados materiais especificados de forma tão semelhante que, na maioria das vezes, poderiam ser agrupados em um só tipo. A atividade de estabelecer padrões definidos de materiais, estendendo o seu uso ao maior número possível de aplicações ou produtos, é denominada Padronização de Materiais. De maneira geral, o processo de padronização se desenvolve através das seguintes fases: a) Simplificação: consiste em reduzir as variedades, eliminando os itens obsoletos, os materiais desnecessários e os que podem ser substituídos por outros já empregados em maior escala, ou ainda buscando-se um novo material que substituam vários ou até todos os que estão em uso. Uma grande fonte de simplificação é a redução dos diferentes tipos de equipamentos. Durante a fase de simplificação deve-se desenvolver a Análise de Valor, que consiste em coordenar o estudo dos componentes industriais, materiais e processos, respondendo a algumas perguntas básicas, na maioria das vezes utilizando os seus fornecedores como fonte primária de dados: O uso deste material é indispensável? O custo é proporcional à sua utilidade? Há margem de tolerância? Todas as atuais características são realmente necessárias? Existe alguma alternativa melhor, com o mesmo emprego? Há alguém comprando mais barato? Onde? É possível redesenhar a peça, ampliando o seu uso para obter economia de escala? Há algum outro método de manufatura que reduza o custo do processo? Nota: se o material for reprovado nesse teste, estará evidenciado que poderá haver simplificação.
- 5. b) Especificação: é a padronização propriamente dita, ou seja, o estabelecimento das especificações que definem cada material. Através da padronização definimos: O que é o material; Qual a melhor descrição e suas características relevantes; Quais os padrões de tolerância dessas características. c) Normalização: uma vez especificados os materiais resultantes da simplificação, a normalização é a fase de implantação, que exige muita cautela, pois poderá inclusive implicar na substituição de equipamentos, gerar problemas de assistência técnica, re- treinamento de pessoal e até na reorganização da empresa. Além de ser um dos procedimentos indispensáveis à moderna empresa, a normalização apresenta uma série de benefícios, tais como: Economia de capital, representada pela racionalização de materiais, ferramentas, máquinas, mão-de-obra, etc...; Facilidade de treinamento de pessoal; Possibilidade de mecanização e automação; Melhor arrumação (lay-out); Diminuição de custos. Curva ABC – curva de Pareto – VIDE ANEXO 1 Ao final do século XIX, conduzido um estudo sobre renda e riqueza das nações, o economista italiano Vilfredo Pareto observou que, em 98% dos casos analisados, cerca de 80% da renda total gerada restringia-se a 20% da população, estabelecendo então um principio que chamou de Curva ABC. O emprego mais tradicional da Curva ABC é o ordenamento dos itens de estoque conforme a sua importância relativa. Itens A: normalmente uma pequena proporção do total da linha de materiais, que representa +/- 70% do investimento em estoque. Itens B: uma proporção média, que representa aproximadamente 20% do investimento em estoque. Itens C: o remanescente da linha de materiais, geralmente a maioria, que representa +/- 10% do valor investido em estoque. O ordenamento é feito seguindo o critério decrescente do Custo Total (CT). E após é feito o cálculo do Custo Total Acumulado (CTA), que é a soma dos CT no ordenamento decrescente. E depois calculado a % Participação de cada item. A fase seguinte será a definição das classe ABC da Curva de Pareto. O critério da escolha dos pontos de divisão entre as classes é sujeito apenas ao bom senso e à experiência profissional de cada um. Na classe A, devem estar situados uma pequena quantidade de itens (em torno de 15% a 20%) com valor aproximado de 70%. Na classe C, via de regra ficam de 50% a 55% do número de itens de estoque, com valor aproximado de 10%, restando os intermediários, que logicamente comporão a classe B, com valor em torno de 20%. D = demanda anual produto CT = D x CU PU = preço unitário produto CT = custo total produto
- 6. A análise pela curva ABC além de seu emprego mais tradicional na gestão de estoques, na moderna gestão logística, destaca-se, sobretudo o seu uso nas seguintes finalidades: Avaliação dos diferentes centros de custo na empresa; Principais fornecedores, pelo valor acumulado de compras; Classificação de clientes pelo volume de vendas ou de serviços prestados; Vida útil de equipamentos, em função do custo de manutenção. Considerações de estocagem pelo conceito FIFO (First In-First Out) = PEPS (Primeiro a entrar, primeiro a sair). A aplicabilidade do método de Pareto nos estoques foi comprovada e posta em prática nos Estados Unidos pela empresa General Eletric (GE), logo após a Segunda Guerra Mundial. A partir daí, esse sistema tem se mostrado eficaz como importante instrumento de controle e gerenciamento de estoques. É dividido nas categorias A, B, C, devido a representatividade de cada item em relação aos investimentos feitos em estoques. A classificação por valor (A, B, C) atualizado ou corrigido de cada item, vista, em primeiro lugar, permitir um tratamento adequado que identifica os itens mais significativos para a gestão financeira dos estoques. O tratamento diferenciado – dos itens mais importantes para os menos importantes – exibe simplificação nos controles, seletividade e racionalização dos estoques. Isto representa tempo x dinheiro, proporcionando melhor desempenho na distribuição dos materiais a serem estocados. CLASSE “A” – materiais de grandes valores financeiros e pequenas quantidades físicas. CLASSE “C” – materiais de pequenos valores financeiros e grandes quantidades físicas. CLASSE “B” – materiais cujos valores financeiros e quantidades físicas se inserem numa categoria intermediária entre “A” e “C” Esse meétodo é muito aplicado nas indústrias, devido a sua eficácia na redução de custos. Demonstra que nem todos os itens merecem o mesmo tratamento ou atenção por parte da administração ou para atender as necessidades dos clientes. Sabemos que 20% dos produtos estocados (geralmente itens A) são responsáveis por 80% do valor empregado no estoque, assim como vale dizer que 20% dos clientes são responsáveis por
- 7. 80% do faturamento de uma empresa. Quando se adota esta política de estoques, diz-se que 20% dos itens em estoque são responsáveis por 80% dos valores do mesmo estoque. Pode-se classificar o estoque levando-se em conta desde o item de maior valor até o de menor valor. Para isso, é necessário apenas calcular o valor que cada item representa no estoque , da seguinte maneira: = custo anual x custo unitário do item Após efetuar este cálculo, é necessário listar os itens em ordem decrescente de valor e calcular o percentual relativo de cada item em relação ao custo total do estoque, cujo somatório desse percentual deve ser igual a 100%. Para calcular a importância de cada item em relação aos estoques, é necessário proceder da seguinte forma: . relacionar todos os itens utilizados na produção com seu consumo mensal; . informar-se do custo unitário; e . informar-se da demanda anual. Multiplicando a demanda mensal de cada item por doze encontra-se a demanda anual desse item. É necessário, então, saber quanto se gasta com o item anualmente. Para se chegar a esse valor, o cálculo é simples, basta multiplicar a demanda anual e o custo anual de cada item. Para aplicar o método de Pareto, é preciso encontrar o valor percentual de cada um desses itens. Por meio desta informação, além de ser possível traçar a trajetória anual dos lotes de produtos (ABC), tem-se a representatividade do item na composição do estoque. Para este cálculo, necessitamos do somatório dos custos totais de cada item – a partir daí, divide-se o custo total individual pelo total do somatório dos custos totais (esse cálculo é feito item a item). O valor fracionado resultante dessa conta deve ser multiplicado por 100. Produto X = (quantidade mensal x 12) = demanda anual x custo unitário = custo unitário anual. Com este cálculo, fica fácil identificar quais são os itens que recebem mais valores dentro do estoque. Feito isso, a classificação ABC já pode ser realizada. O somatório dos valores anuais de todos os itens fornecerá a quantidade de valores dispensada ao estoque no ano. O cálculo viabiliza um planejamento mais focado nas necessidades, nos itens que mais giram durante o ano e naqueles imprescindíveis a produção. Para calcular a porcentagem de valores que cada item representa no estoque, a conta é simples: basta dividir os valores anuais de cada item pelo valor total do estoque, encontrado na regra acima. DEFINIÇÃO DE ESPAÇO INTERNO DE ARMAZENAGEM Devemos considerar espaço útil de armazenagem olhando não só olhando para o ponto de vista plano (largura e comprimento da área), mas levando em consideração também capacidade volumétrica (largura, comprimento e altura). Hoje é muito comum a empresa buscar a redução de custos: com aquisição de terrenos destinados a construção de depósitos, custo de implantação, custo de depreciação de instalações e custo da manutenção de estoques. A verticalização dos estoques busca minimizar o impacto causado por tais custos. Para um aproveitamento eficiente de todo volume útil exige na maioria dos casos o uso de equipamentos especializados de movimentação, que num primeiro momento representa um custo de implantação alto, onde o gestor irá verificar a quantidade demandada do item em função do uso de tal equipamento, verificando a real utilização, ali será observado o tempo de retorno de tal investimento. Para definir capacidade temos que: Conhecer disposição e largura dos corredores, em função dos equipamentos de movimentação. Estabelecer sentido único nos corredores para evitar acidentes e avarias.
- 8. Conhecer os materiais a serem movimentados (especificidade de cada um), buscar a padronização. Localizar as áreas de recebimento e expedição. Localizar as áreas primárias, secundárias de separação de pedidos e estocagem. Definir o sistema de localização dos materiais. EQUIPAMENTOS P/ FACILITAR A ARMAZENAGEM A evolução tecnológica, como não poderia deixar de ser, estendeu seus múltiplos benefícios à área de armazenagem, tanto pela introdução de novos métodos de racionalização e dos fluxos de distribuição de produtos, como pela adequação de instalações e equipamentos para movimentação física de cargas. O objetivo primordial do armazenamento é utilizar o espaço nas três dimensões, da maneira mais eficiente possível. As instalações do armazém devem proporcionar a movimentação rápida e fácil de suprimentos desde o recebimento até a expedição. Assim, alguns cuidados essenciais devem ser observados: a. determinação do local, em recinto coberto ou não; b. definição adequada do layout; c. definição de uma política de preservação, com embalagens plenamente convenientes aos materiais; d. ordem, arrumação e limpeza, de forma constante; e. segurança patrimonial, contra furtos, incêndio etc. Ao se otimizar a armazenagem, obtém-se: a. máxima utilização do espaço (ocupação do espaço); b. efetiva utilização dos recursos disponíveis (mão-de-obra e equipamentos); c. pronto acesso a todos os itens (seletividade); d. máxima proteção aos itens estocados; e. boa organização; f. satisfação das necessidades dos clientes. ARRANJO FÍSICO (LAYOUT) O significado de layout pode ser explicado por meio das palavras desenho, plano, esquema, ou seja, é o modo pelo qual ao se inserirem figuras e gravuras surge uma planta, podendo-se, por conseguinte, afirmar que o layout é uma maquete no papel. O layout influi desde a seleção ou adequação do local, assim como no projeto de construção, modificação ou ampliação, conforme o caso, bem como na distribuição e localização dos componentes e estações de trabalho, assim como na movimentação de materiais, máquinas e operários. Logo, o layout é iniciado com a aplicabilidade da elaboração de um projeto, sendo finalizado por sua concretização. Portanto, para que haja um projeto perfeito, há que se ter um planejamento, tem que existir o layout. 2.1 O layout na armazenagem A realização de uma operação eficiente e efetiva de armazenagem depende muito da existência de um bom layout, que determina, tipicamente, o grau de acesso ao material, os modelos de fluxo de material, os locais de áreas obstruídas, a eficiência da mão-de-obra e a segurança do pessoal e do armazém. Os objetivos do layout de um armazém devem ser:
- 9. a. assegurar a utilização máxima do espaço; b. propiciar a mais eficiente movimentação de materiais; c. propiciar a estocagem mais econômica, em relação às despesas de equipamento, espaço, danos de material e mão-de-obra do armazém; d. fazer do armazém um modelo de boa organização. A metodologia geral, para projetar um layout de um armazém, consiste em cinco passos: a. definir a localização de todos os obstáculos; b. localizar as áreas de recebimento e expedição; c. localizar as áreas primárias, secundárias, de separação de pedidos e de estocagem; d. definir o sistema de localização de estoque; e. avaliar as alternativas de layout do armazém. O arranjo físico é a disposição física dos equipamentos, pessoas e materiais, da maneira mais adequada ao processo produtivo. Significa a colocação racional dos diversos elementos combinados para proporcionar a comercialização dos produtos. Quando se fala em arranjo físico, pressupõe-se o planejamento do espaço físico a ser ocupado e utilizado. O arranjo físico é representado pelo layout, que significa colocar, dispor, ocupar, localizar, assentar. O layout é o gráfico que representa a disposição espacial, a área ocupada e a localização dos equipamentos, pessoas e materiais. No depósito, os principais aspectos do layout a serem verificados são os seguintes: 2.1.1 ITENS DE ESTOQUE As mercadorias de maior saída do depósito devem ser armazenadas nas imediações da saída ou expedição, a fim de facilitar o manuseio. O mesmo deve ser feito com os itens de grande peso e volume. 2.1.2 CORREDORES Os corredores dentro do depósito deverão facilitar o acesso às mercadorias em estoque. Quanto maior a quantidade de corredores maior será a facilidade de acesso e tanto menor o espaço disponível para o armazenamento. Armazenamento com prateleiras requer um corredor para cada duas filas de prateleiras. A largura dos corredores é determinada pelo equipamento de manuseio e movimentação dos materiais. A localização dos corredores é determinada em função das portas de acesso e da arrumação das mercadorias. Entre as mercadorias e as paredes do edifício devem existir passagens mínimas de 60 cm, para acesso às instalações de combate a incêndio. 2.1.3 PORTAS DE ACESSO As portas de acesso ao depósito devem permitir a passagem dos equipamentos de manuseio e movimentação de materiais. Tanto sua altura como a largura devem ser devidamente dimensionadas. O local de expedição ou de embarque de mercadorias deve ser projetado para facilitar as operações de manuseio, carga e descarga. Próximo ao local de expedição ou de embarque e desembarque deve haver um espaço de armazenagem temporária para se colocar separadamente as mercadorias, conforme o tipo. O acostamento para veículos deve considerar a quantidade diária de embarques e desembarques, bem como o tempo de carga e descarga de caminhões.
- 10. 2.1.4 PRATELEIRAS E ESTRUTURAS Quando houver prateleiras e estruturas no depósito, a altura máxima deverá considerar o peso dos materiais. O topo das pilhas de mercadorias deve se distanciar um metro das luminárias do teto ou dos sprinklers (equipamentos fixos de combate a incêndio) de teto. As mercadorias leves devem permanecer na parte superior das estruturas, e as mercadorias mais pesadas devem ser armazenadas nas barras inferiores da estrutura. O piso deve ser suficientemente resistente para suportar o peso das mercadorias estocadas e o trânsito dos equipamentos de movimentação. UTILIZAÇÃO DO ESPAÇO VERTICAL Na sociedade atual densamente povoada, está em marcha a racionalização das técnicas de circulação. No caso particular dos Almoxarifados, até há pouco tempo considerados, como já vimos, simplesmente como lugar para guarda de materiais, há também um esforço voltado para se obter maior funcionalidade, sob aspectos de transporte, manuseio e armazenagem dos materiais. O aproveitamento máximo da área e do espaço, que são cada vez mais escassos diante das necessidades crescentes, é sua meta essencial. O espaço é, 80 % das vezes, apontado como principal problema em Almoxarifados, não como causa, mas como efeito da baixa ocupação de itens em estoque. Identifica-se a real ocupação do espaço por meio do indicador "taxa de ocupação volumétrica", que leva em consideração o espaço disponível versus o espaço utilizado. Outro fator diretamente relacionado com a taxa de ocupação é a "seletividade", ou seja, o pronto acesso a todos os itens, o que resulta em imediato atendimento, propiciando um nível adequado de serviço. Por outro lado, não se pode imaginar a utilização do espaço vertical sem o concurso de paletes. Um dos fatores fundamentais na armazenagem é a correta utilização do espaço disponível, o que demanda estudo exaustivo das cargas a armazenar, níveis de armazenamento, estruturas para armazenagem e meios mecânicos a utilizar. Assim é que, para ilustrar o avanço dessa especialização, passamos, nas páginas subseqüentes, em exemplos ilustrativos ou em estudos de casos, à apresentação de alguns modelos com elevado índice de aperfeiçoamento, os quais espelham o acompanhamento da tecnologia contemporânea. CRITÉRIOS DE ARMAZENAGEM A armazenagem pode ser simples ou complexa. Dependendo de algumas características intrínsecas dos materiais, a armazenagem torna-se complexa em virtude de: a. fragilidade; b. combustibilidade; c. volatização; d. oxidação; e. explosividade; f. intoxicação; g. radiação; h. corrosão; i. inflamabilidade; j. volume; k. peso; l. forma.
- 11. Os materiais sujeitos à armazenagem complexa demandam, entre outras, as seguintes necessidades básicas: a. preservação especial; b. equipamentos especiais de prevenção de incêndios; c. equipamentos de movimentação especiais; d. meio ambiente especial; e. estrutura de armazenagem especial; f. manuseio especial, por intermédio de EPI's (Equipamentos de Proteção Individual) adequados. Além de considerar esses itens, o esquema de armazenagem escolhido por uma empresa depende primordialmente da situação geográfica de suas instalações, da natureza de seus estoques, tamanho e respectivo valor. Não existem regras taxativas que regulem o modo como os materiais devem ser dispostos no Almoxarifado, motivo pelo qual se deve analisar, em conjunto, os aspectos analisados anteriormente, para, então, decidir pelo tipo de arranjo físico mais conveniente, selecionando qual das alternativas melhor atende a seu fluxo de materiais: 1. Armazenagem por agrupamento: esse critério facilita as tarefas de arrumação e busca, mas nem sempre permite o melhor aproveitamento do espaço. 2. Armazenagem por tamanhos (acomodabilidade): esse critério permite bom aproveitamento do espaço. 3. Armazenagem por freqüência: esse critério implica armazenar tão próximo quanto possível da saída os materiais que tenham maior freqüência de movimento. 4. Armazenagem especial: por meio desse critério, destacam-se: a. ambiente climatizado: destina-se a materiais cujas propriedades físicas exigem tratamento especial; b. inflamáveis: os produtos inflamáveis devem ser armazenados em ambientes próprios e isolados, projetados sob rígidas normas de segurança: critérios para armazenagem de cilindros de gases especiais: muitos gases têm propriedades similares entre si e são, portanto, reunidos em 6 (seis) grupos. Tais categorias são baseadas em propriedades químicas e físicas similares, compatibilidade de estocagem e procedimentos de manuseio de emergência generalizados. Os grupos são numerados de "1" (menos perigosos) a "6" (mais perigosos), conforme demonstrado abaixo. Para cada grupo específico, existem requisitos gerais de armazenagem e procedimentos de manuseio de emergência pertinentes àquela categoria de produtos. Grupo 1: Não inflamáveis, não corrosivos, baixa toxidez Grupo 2: Inflamáveis, não corrosivos, baixa toxidez Grupo 3: Inflamáveis, tóxicos e corrosivos Grupo 4: Tóxicos e/ou corrosivos, não inflamáveis Grupo 5:Espontaneamente inflamáveis Grupo 6: Muito venenosos Os cilindros devem ser colocados em áreas cobertas, ventiladas e em posição vertical, de modo compacto, onde uns impeçam a movimentação dos outros, observando-se que podem ser armazenados juntos somente os gases cuja soma dos números do grupo perfizerem 5, assim: argônio (grupo 1) com amônia (grupo 4);
- 12. metano (grupo 2) com monóxido de carbono (grupo 3). c. perecíveis: os produtos perecíveis devem ser armazenados segundo o método FIFO (First In First Out), ou seja, primeiro que entra primeiro que sai. 5. Armazenagem em área externa: devido a sua natureza, muitos materiais podem ser armazenados em áreas externas, contíguas ao Almoxarifado, o que diminui os custos e, em paralelo, amplia o espaço interno para materiais que necessitam de proteção em área coberta. A prática demonstra que podem ser colocados nos pátios externos do Almoxarifado, além dos materiais a granel, tambores e contentores, peças fundidas, chapas de metal e outros. O uso de contentores viabiliza a armazenagem externa à medida que protege os materiais ali contidos. 6. Coberturas alternativas: a escassez de área e o custo de construção são dois componentes significativos na de terminante de um Almoxarifado. Considere-se que, independentemente de as empresas possuírem pátios para armazenagem alocados em área descoberta, em determinadas circunstâncias, podem também necessitar de alguma área a mais, temporariamente, para abrigar materiais em ambiente coberto. Não sendo viável a expansão do Almoxarifado, a solução do problema está na utilização de coberturas plásticas, as quais possuem a vantagem de dispensar fundações, permitindo a guarda de materiais ao menor custo de armazenagem. Dependendo da necessidade, existem em disponibilidade no mercado diversos tipos de cobertura, as quais também podem ser locadas, se a empresa interessada assim preferir. Destacamos dois modelos entre os tipos existentes: a. galpão fixo: trata-se de galpão construído com perfilados de alumínio e conexões de aço galvanizado, cobertos com laminado de PVC anti-chama, de elevada resistência a rasgos, fungos e raios ultravioleta; b. Galpão móvel: as características da estrutura e da cobertura do galpão móvel são praticamente semelhantes às do fixo. Porém, a grande vantagem desse tipo de galpão é a sua flexibilidade, ou seja, sua capacidade de deslocamento, permitindo a manipulação de materiais por todos os cantos e eliminando a necessidade de corredores.
- 13. CONTROLE DE MATERIAIS PERECÍVEIS Em face da importância que os perecíveis apresentam, por meio dos conceitos referentes à sua classificação, os materiais assim enquadrados necessitam de controle pormenorizado e particularizado de armazenagem. Os produtos perecíveis devem ser armazenados conforme a técnica FIFO (First ln First Out), ou seja, primeiro que entra primeiro que sai, de forma a permitir que naturalmente seja observada a data de validade dos produtos. Se não houver controle e metodologia apropriada, fatalmente a deficiência provocará perdas com conseqüências danosas ao abastecimento da empresa. Para evitar que perdas aconteçam, por falhas ou desconhecimento da validade desses produtos, deve-se controlar as entradas e saídas, garantindo a técnica FIFO. Em virtude do escopo e de suas peculiaridades, fica inviável e incompatível o controle pelo Sistema de Gerenciamento de Estoques, em vista das particularidades dos materiais perecíveis, tão necessárias ao Almoxarifado que os armazena, quais sejam, data de fabricação, prazo de validade, fornecimento dos lotes mais antigos e/ou mais próximos do vencimento do prazo de validade e localização de lotes. Assim, torna-se lógico e imperativo a manutenção de controle acurado de materiais perecíveis estritamente pelo Almoxarifado. O material perecível, classificado como tal, permite, desde que devidamente programado, ao Almoxarife alimentar um subsistema, por meio de microcomputador, com os seguintes pormenores: a. inclusão de lotes de materiais perecíveis; b. requisição de materiais perecíveis; c. alteração dos lotes de materiais perecíveis; d. exclusão dos lotes de materiais perecíveis; e. atualização da situação dos lotes. O subsistema em pauta engloba quatro fases distintas, a saber: a. controle de recebimento; b. atendimento de requisições de material; c. atendimento de devoluções de material; d. atualização da situação do lote. Para tanto, o sistema deve emitir alertas para decisão do órgão gestor, no tocante às anormalidades de lotes de materiais perecíveis no estoque, servindo, também, dessa forma, como subsídio para a análise de inservíveis: materiais a vencer e materiais vencidos em estoque.
- 14. MANUSEIO DE MATERIAIS PERIGOSOS A figura abaixo apresenta uma tabela que, devidamente codificada, conforme as peculiaridades dos materiais de cada empresa, define instruções importantes aos Almoxarifes, visando proporcionar segurança para produtos considerados periculosos durante o manuseio e a armazenagem.
- 15. UTILIZAÇÃO DE PALETES Para entendermos plenamente a utilização do espaço vertical, há que se analisar a utilidade dos paletes para a movimentação, manuseio e armazenagem de materiais. Os estudos têm demonstrado que a economia por palete, quando se considera a mais ampla faixa de movimentação de materiais, desde a matéria-prima até os canais de varejo, pode tornar-se muito significativa. Assim, a paletização vem sendo utilizada, com freqüência cada vez maior, em empresas que demandam manipulação rápida e armazenagem racional, envolvendo grandes quantidades. A paletização consiste na combinação de peças pequenas e isoladas, com o objetivo de realizar, de uma só vez, a movimentação de um número maior de unidades. A característica comum aos sistemas de armazenagem é a utilização de paletes para
- 16. movimentação e estocagem de quase todos os materiais, motivo pelo qual ao palete é creditado o aumento da capacidade de estocagem, a redução da largura dos corredores, economia de mão-de-obra e redução de custos. Os paletes podem economizar grandes áreas e, combinados com sistemas eficientes de armazenagem, proporcionam facilidades e maior segurança à entrada e saída de materiais no estoque. A fim de se entender o processo de evolução, iremos analisar a seguir definição, utilização, classificação e materiais para fabricação de paletes. Definição Estabelecida à participação do palete, em um conceito amplo do sistema de movimentação de materiais, pode-se defini-lo como: "Uma plataforma disposta horizontalmente para carregamento, constituída de vigas, blocos ou uma simples face sobre os apoios, cuja altura é compatível com a introdução de garfos de empilhadeira, paleteira ou outros sistemas de movimentação, e que permite o arranjo e o agrupamento de materiais, possibilitando o manuseio, a estocagem, a movimentação e o transporte num único carregamento." Vantagens Se estivéssemos dispostos a alinhar todas as vantagens decorrentes da utilização de paletes, certamente não esgotaríamos o assunto. Há, entretanto, algumas vantagens evidentes que são apontadas por quem os utiliza, entre as quais podemos destacar: a. melhor aproveitamento do espaço disponível para armazenamento, utilizando-se totalmente o espaço vertical disponível, por meio do empilhamento máximo; b. economia nos custos do manuseio de materiais, por meio da redução nos custos da mão-de- obra e do respectivo tempo normalmente necessário para as operações braçais; c. possibilidade de utilização de embalagens plásticas ou amarração por meio de fitas de aço da carga unitária, formando uma só embalagem individual; d. compatibilidade com todos os meios de transporte, quais sejam, terrestre, marítimo e aéreo; e. facilita a carga, descarga e distribuição nos locais acessíveis aos equipamentos de manuseio de materiais; f. permite disposição uniforme do estoque de materiais, o que, por sua vez, concorre para reduzir a obstrução nos corredores do armazém e pátios de descarga; g. os paletes podem ser manuseados por uma grande variedade de equipamentos, como paleteiras, empilhadeiras, transportadores, elevadores de carga e até sistemas automáticos de armazenagem. Dificuldades Embora as dificuldades a seguir enumeradas dificultem sobremaneira a utilização de paletes, elas podem ser superadas: a. utilização de embalagens não padronizadas; b. pesos dos paletes; c. vida curta e pragas que os atacam, quando fabricados em madeira. Tipos Apesar da variedade de paletes, a nomenclatura para designá-los é relativamente simples e direta. Assim, temos:
- 19. Seleção Há diversos fatores que devem ser considerados ao se escolher um palete para operar em determinado sistema: peso, resistência, tamanho, necessidade de manutenção, material empregado na construção, umidade (para os de madeira), tamanho das entradas para os garfos, tipo de construção, tipo de carga a ser carregada, capacidade de empilhamento e custo. Os paletes podem ser fabricados em: madeira, plástico e metal. 1. Paletes de Madeira: a madeira sempre foi a matéria-prima básica para a fabricação de paletes, sendo utilizada em larga escala. Desvantagens apresentadas: durabilidade, necessidade de reposição e custo de reposição. 2. Paletes de Plástico: os de plástico são relativamente novos no cenário da movimentação de cargas. Diversas vantagens são atribuídas aos paletes de plástico, algumas, como o baixo custo, são função exclusiva de projeto específico, enquanto outras são decorrentes das propriedades do material: resistência à umidade, resistência aos agentes químicos, baixo peso, superfícies lisas (sem pregos, parafusos ou grampos) e baixo custo. Entretanto, além de escorregadio, a durabilidade desse tipo de palete é comprometida pela tendência do plástico em rachar, quando submetido a esforços extraordinários, e à dificuldade de reparo, o que acaba comprometendo a eventual vantagem de seu baixo custo. 3. Paletes Metálicos: os metálicos são aplicados em situações específicas, como, por exemplo, em fundições e ferramentarias, em que persiste a exigência de utilização de unidades metálicas devido ao peso excessivo das cargas, altas temperaturas e trabalhos pesados. São fabricados nas mais diversas configurações e, como acontece com os de material plástico, apresentam muitas alternativas de inovação. A utilização de solda elimina a necessidade de pregos e parafusos, propiciando, ainda, grande rigidez e estabilidade dimensional a esse tipo de palete. À semelhança dos tradicionais de madeira, fabricam-se paletes metálicos para duas ou quatro entradas, de face simples ou dupla, extremamente duráveis. ESTRUTURAS METÁLICAS PARA ARMAZENAGEM Um dos fatores fundamentais na armazenagem, como já vimos, é a correta utilização do espaço disponível, o que demanda estudo exaustivo das cargas, níveis e estruturas para armazenagem, como também dos meios mecânicos a utilizar. A tabela a seguir demonstra a largura mínima de corredores e a altura máxima de empilhamento para manuseio de materiais por meio de diversos tipos de empilhadeiras, o que, de certa forma, vai orientar na seleção de tipos de estruturas para armazenagem. A esse respeito, cabe considerar que o peso e o volume das cargas, além dos meios previstos para a entrada e saída de materiais, influem de forma determinante sobre a estrutura e o dimensionamento de seus elementos construtivos.
- 20. De conformidade com o peso, volume e forma de manuseio dos materiais a armazenar, as estruturas podem, de maneira simples, classificar-se em duas categorias, quais sejam, leves e pesadas. Assim, destacamos, entre outros, os seguintes tipos básicos de estruturas metálicas para armazenagem: 1. Estrutura leve em prateleira de bandejas: trata-se de estantes metálicas constituídas com colunas em perfis de chapa de aço dobrada, perfuradas continuamente segundo determinado passo, e prateleiras, também em chapa de aço dobrada, com posição regulável na altura, adequadas ao armazenamento de materiais leves, de até 35 kg, manuseados sem a necessidade de qualquer equipamento, e que admitem urna carga de 250 kg uniformemente distribuídos. Com o conjunto gerado, pode-se montar um mezanino, com vários pisos intermediários, dependendo, evidentemente, da natureza dos estoques da empresa.
- 21. 2. Estrutura porta-palete: trata-se de estrutura pesada, na qual as prateleiras são substituídas por plano de carga constituído por um par de vigas que se encaixam em colunas, com possibilidade de regulagem de altura. Os paletes são armazenados e retirados individualmente por empilhadeiras que se movimentam em corredores.
- 22. A estrutura porta-palete convencional gerou sistemas para alta densidade e para armazenagem dinâmica. Os sistemas para alta densidade são conhecidos como drive-in e drive-through, enquanto a armazenagem dinâmica, além dela própria, gerou a variação push back. Drive-in: proporciona solução otimizada para aproveitamento do espaço disponível. Trata-se de porta-palete constituído por bloco contínuo, não separado por corredores intermediários, por meio do qual as empilhadeiras movimentam-se dentro da própria estrutura, para depositar ou retirar materiais. O drive-in é recomendado para grande quantidade e pequena variedade de materiais. As movimentações de entrada e saída são efetuadas em separado, com o estoque manipulado de uma só vez em intervalos prolongados. Esse sistema oferece, entre outras, as seguintes vantagens: a. excelente aproveitamento da área disponível, maximizando o volume armazenado pela virtual ausência de corredores; b. armazenamento, na metade da área, do mesmo número de paletes de um porta- palete convencional; c. quando comparado com outro sistema de alta densidade, o investimento é relativamente baixo, proporcionando baixo custo por lugar-palete; d. utilização de vários tipos de empilhadeiras, com mínimas modificações na estrutura de proteção ao operador; e. não havendo superposição de cargas, eliminação do esmagamento acidental ou mesmo da queda de pilhas. Em contrapartida, registram-se certos inconvenientes: a. movimentação dos paletes que estão à frente, para atingir os do meio; b. movimentação do estoque, retirando-se por último o que entrou primeiro, condição que limita a variedade dos materiais selecionados para armazenamento, não se prestando, evidentemente, a perecíveis.
- 23. Drive-through: as desvantagens existentes no sistema drive-in, no qual a empilhadeira o adentra, são contornadas pelo sistema drive-through, em que a empilhadeira o atravessa, o que, na prática, gera a alimentação por um lado e a retirada pelo lado oposto. Armazenagem dinâmica: sistema indicado para materiais a serem armazenados de conformidade com o princípio FIFO (First In First Out), ou seja, primeiro que entra primeiro que sai. Corredores de acesso somente serão necessários nas duas fases da operação, para carga e descarga dos paletes. Pelo fato de vários túneis (pistas) serem montados lado a lado, o espaço disponível para armazenagem é utilizado de forma otimizada. O fluxo é automático, com os paletes movimentando-se sobre pistas de rolos ou de trilhos de roletes, por ação da gravidade, sem necessidade de empilhadeiras e operadores, mantendo-se em velocidade constante, pois são usados, em toda extensão das pistas, reguladores de velocidade. O sistema possui também, ao final do percurso, o separador de paletes, que proporciona a retirada fácil, rápida e segura do primeiro palete da pista.
- 24. Push-Back: funcionando como variante do modelo dinâmico, trata-se de sistema por impulsão, que melhora a rotatividade e aumenta a seletividade, perfeito para até 4 (quatro) paletes de profundidade, utilizando-se apenas um corredor para colocação e retirada do palete. O palete colocado no trilho é empurrado pelo palete seguinte aclive acima, e assim até o último palete. Na retirada deste último palete todos os demais, por gravidade, descem uma posição.
- 26. 3. Armazenagem pelo sistema flow rack: o modelo flow rack foi concebido para materiais de pequeno volume e peso, cuja armazenagem dispensa a utilização de palete. Trata-se de sistema que atende materiais de até no máximo 80 kg/m, indicado para a utilização do FIFO, por meio de trilhos apoiados sobre longarinas que permitem ajustar a altura e regulagem para inclinação. Os materiais são carregados pelo lado mais alto e descarregados pela frente, permitindo fácil acesso e rápida reposição. 4. Estrutura cantilever: estrutura típica para armazenagem de peças de grande comprimento, barras, tubos e perfis, constituída por uma série de cavaletes, formados por colunas perfuradas nas quais se encaixam os braços em balanço, cuja altura é regulável. Os cavaletes são interligados por intermédio de distanciadores. Os materiais armazenados nessa estrutura são manuseados por empilhadeira lateral.
- 27. 5. A-Frame: é um sistema de alta produtividade capaz de separar centenas de pedidos em um curto espaço de tempo, com grande precisão e com um reduzido quadro de pessoal. Este é um sistema modular, integrado por uma esteira transportadora, sobre a qual existe uma estrutura composta de uma série de canais que cobre ambos os lados da esteira. Cada canal trabalha com um determinado SKU, tendo capacidade de armazenar diversas unidades, que ficam empilhadas em sua respectiva estrutura. Figura 4 - A-Frame O sistema de comando do A-Frame controla a ejeção dos produtos de cada canal na esteira e cada seção da esteira é associada a um determinado pedido. No final da linha, os produtos são automaticamente transferidos para caixas e transportados para as outras áreas de
- 28. picking, ou diretamente para área de embarque, caso o pedido esteja completo. Diversos módulos de A-Frame podem ser utilizados - tanto em série quanto em paralelo - para que seja aumentada a capacidade do sistema. Além disso, esta tecnologia também pode ser utilizada em conjunto com outros sistemas de separação. Este tipo de sistema permite uma separação bastante rápida com alta produtividade, no entanto apresenta algumas restrições de uso relativas a fragilidade e/ou formato dos itens manuseados. 6. Carrossel: são equipamentos rotacionais, verticais ou horizontais, que acondicionam os produtos com a função de trazê-los até o operador, eliminando os tempos associados ao seu deslocamento e a procura de produtos. A principal vantagem deste sistema é permitir uma operação com uma grande variedade de itens. Além disso, o carrossel vertical também permite um bom aproveitamento de espaço por aproveitar o pé direito do prédio. A sua principal desvantagem está relacionada com a velocidade de coleta, relativamente lenta, o que o torna muitas vezes não recomendável. Figura 5 - Carrossel Vertical 7. Os sistemas de estocagem e coleta automáticos (AS/RS): são capazes de operar com unidades de movimentação mais fracionadas são conhecidos como miniload (figura 6). No entanto, mesmo os miniload são capazes de operar apenas com caixas, ou itens de grande volume. O seu funcionamento é bastante parecido com o do transelevador (unit load). Entre as principais vantagens do miniload pode-se destacar a sua precisão e velocidade, além da potencialidade de operar com uma grande variedade de itens. Entre as desvantagens, destacam-se o elevado custo de implementação e manutenção, e a falta de flexibilidade desses sistemas. Figura 6 - Miniload
- 29. 8. A separação por rádio freqüência: este tipo de sistema se apóia na comunicação por rádio frequência para auxiliar o operador na coleta dos itens. Para isso, o operador utiliza um terminal de mão ou um terminal preso ao braço que indica sempre o endereço do próximo produto e o número de unidades a ser coletadas. Ao realizar a coleta dos itens, o operador faz a leitura do código de barra dos produtos, através do terminal manual, que confere a coleta e indica o endereço do próximo produto a ser coletado. Este tipo de tecnologia está sendo bastante utilizada no Brasil pelo seu baixo custo e alta flexibilidade. A sua grande desvantagem está relacionada a sua performance que é limitada pela velocidade de deslocamento do operador. Figura 7 -Terminal de rádio frequência com leitura ótica ACESSÓRIOS PARA ARMAZENAGEM Para a seleção de acessórios para armazenamento, é primordial o entendimento das formas pelas quais os materiais podem ser manuseados e armazenados. Assim, além do palete, os acessórios habitualmente utilizados no armazenamento são os seguintes: a. Caixas diversas: adequadas para materiais de pequenas dimensões, podem ser adquiridas no mercado em dimensões padronizadas. b. Racks: construídos normalmente em aço, prestam-se para acomodar materiais das mais diferentes formas, podendo ser empilháveis. c. Contêineres paletizados: construídos com grades de arame, totalmente dobráveis e articulados, montados sobre paletes, com grande capacidade de empilhamento, possibilitam vantagens no arranjo físico e considerável economia no espaço de armazenagem.