Baixado 24 vezes
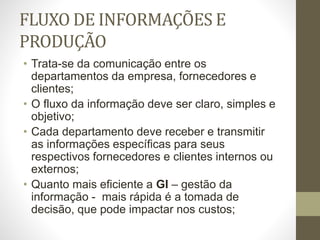
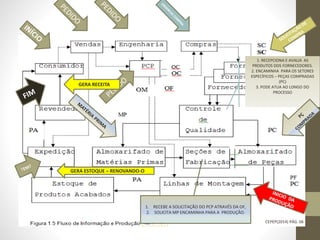


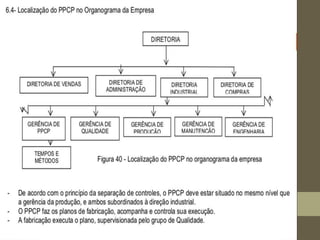

O documento discute o planejamento, programação e controle da produção (PPCP), incluindo suas 4 etapas principais: planejamento, acompanhamento, controle e análise de dados. Também aborda os tipos de organizações industriais, ordens de produção, perturbações ao PPCP e como evitar desperdícios.