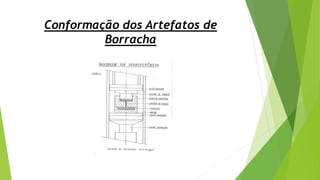
O documento descreve os principais métodos de conformação de artefatos de borracha, incluindo moldagem por compressão, transferência e injeção. Ele discute as considerações de escolha do método, projeto do composto, máquina, molde e pré-formado para cada processo. O documento fornece detalhes sobre como projetar o composto e molde para cada método de forma a obter boa conformação e desempenho do produto final.