Baixado 54 vezes










![27
B - Condições de Usinagem
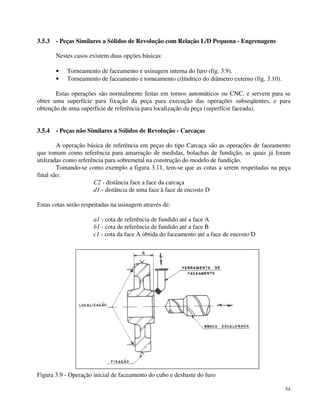
Antes de prosseguir, algumas definições devem ser feitas:
· Movimento de Corte - Movimento entre a peça e a ferramenta, o qual sem o movimento de
avanço origina somente uma única remoção de cavaco, durante uma volta ou curso.
· Movimento de Avanço - É o movimento entre a peça e a ferramenta que, juntamente com o
movimento de corte, origina um levantamento repetido ou contínuo do cavaco durante
várias revoluções ou cursos.
· Direção de Corte - Direção instantânea do movimento de corte.
· Direção de Avanço - Direção instantânea do movimento de avanço.
· Plano de Trabalho - Plano que contém as direções de corte e avanço.
· Velocidade de Corte - Velocidade instantânea de um ponto qualquer da aresta cortante
(chamado ponto de referência), segundo a direção e sentido do corte. A velocidade de
corte pode ser dada por:
v
dn
=
p
1000
[m / min]
onde d - diâmetro do elemento girante [mm]
n - rotação [rpm]
· Avanço (a) - É a distância percorrida pela ferramenta seguindo a direção de avanço em
uma volta ou curso [mm/volta].
· Profundidade de Corte (p) - É a profundidade de penetração da aresta de corte, medida
numa direção perpendicular ao plano de trabalho.
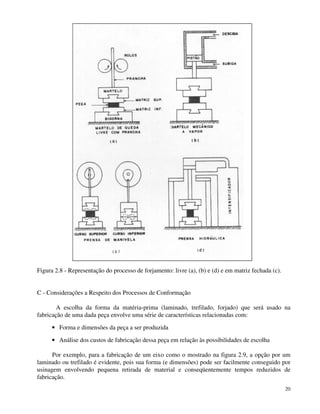
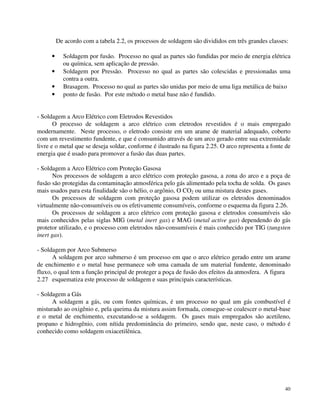
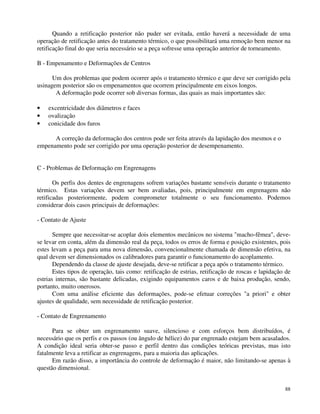
C - Processos de Usinagem
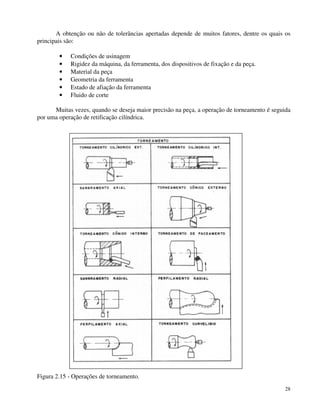
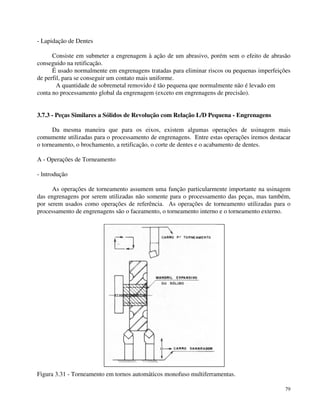
· Torneamento (Figura 2.15)
Processo mecânico de usinagem destinado à obtenção de superfície de revolução com auxílio
de uma ou mais ferramentas monocortantes. Para tanto, a peça gira em torno do eixo principal de
rotação da máquina e a ferramenta se desloca simultaneamente segundo uma trajetória coplanar com
o referido eixo. As várias modalidades de torneamento incluem: torneamento retilíneo
(faceamento), torneamento cilíndrico, torneamento cônico, torneamento radial (sangramento),
perfilamento, etc.
O torneamento é uma operação muito utilizada pela indústria mecânica por causa do grande
número de formas que ele pode conseguir, além de sua alta taxa de remoção de cavaco. O
torneamento pode ser classificado em torneamento de desbaste e de acabamento. O torneamento de
desbaste tem como objetivo retirar grande quantidade de material da peça e por isso é realizado com
valores altos de avanço e profundidade de corte. O torneamento de acabamento tem por finalidade
conferir à peça precisão mais elevada e melhor acabamento superficial, e por isso é realizado com
baixos valores de avanço e profundidade de corte.
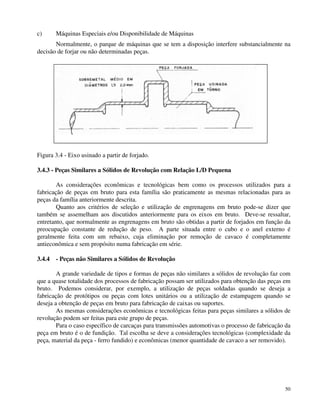
Genericamente pode-se dizer que a operação de torneamento consegue obter qualidades na
faixa de IT6 a IT11 e acabamentos superficiais com Ra = 0,8 a 6,3 mm, sendo que as tolerâncias e
acabamentos mais apertados são conseguidos em torneamentos de acabamento.](https://image.slidesharecdn.com/fundio-140929060530-phpapp02/85/Fundicao-27-320.jpg)
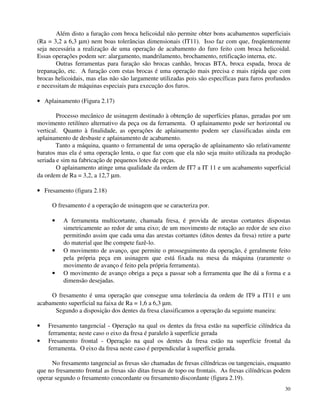


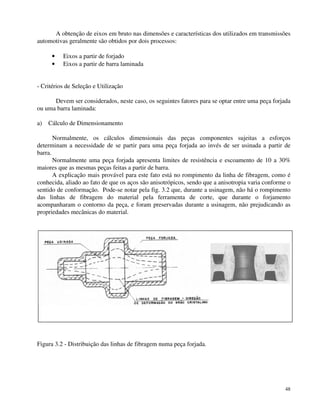

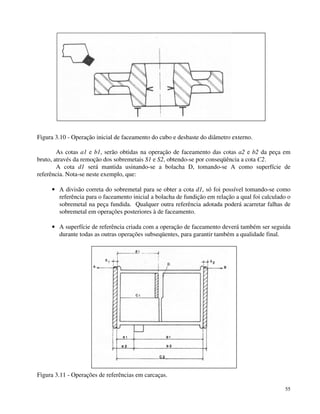






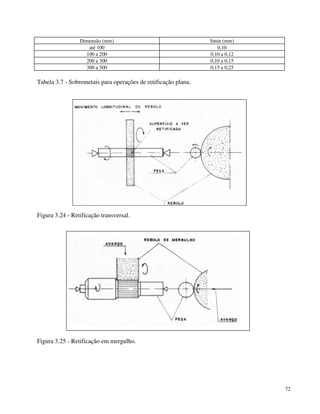
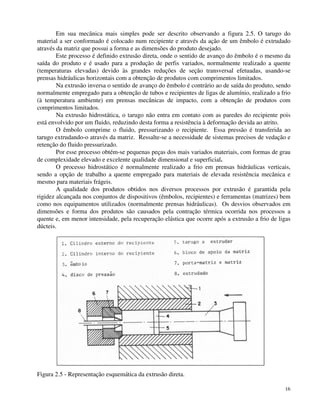
![73
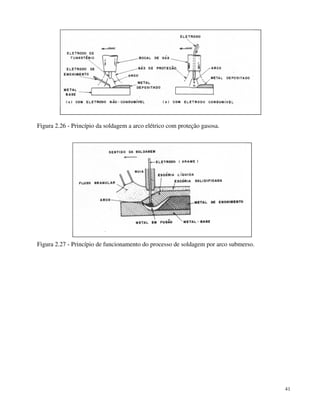
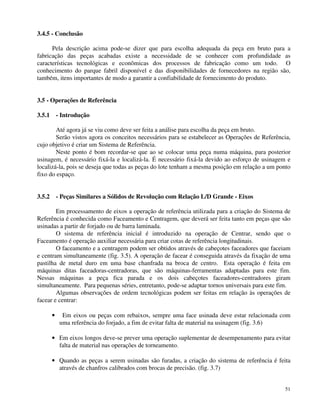
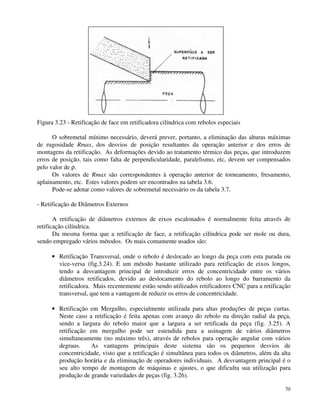
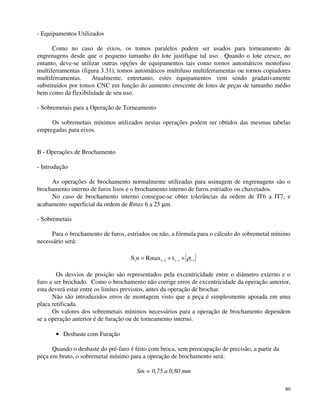
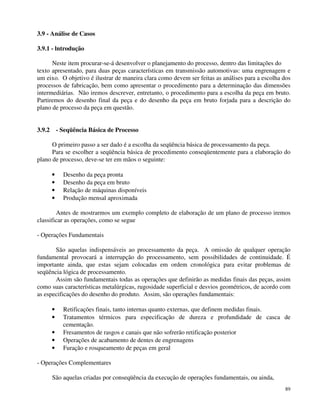
Figura 3.26 - Retificação simultânea de vários diâmetros com retificadora angular.
Figura 3.27 - Retificação simultânea de vários diâmetros com montagem de rebolos.
- Sobremetais para Retificação Cilíndrica
A retificação cilíndrica, além de calibrar a medida estabelecida pelo desenho ou pelo
processo, reduz os desvios de forma e posição introduzidos durante as operações anteriores, sejam
eles de usinagem ou de tratamento térmico.
A retificação deve sempre ser feita entre centros, a fim de evitar erros acumulados com a
passagem para outra superfície de referência.
O cálculo do sobremetal necessário 2Sm para o diâmetro é definido pela expressão:
2 2[ ] 1 1 Sm Rmaxi i i = + + - - r e](https://image.slidesharecdn.com/fundio-140929060530-phpapp02/85/Fundicao-73-320.jpg)









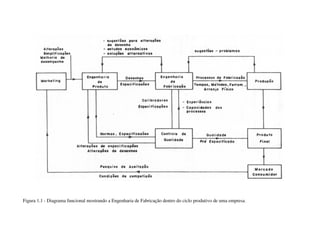
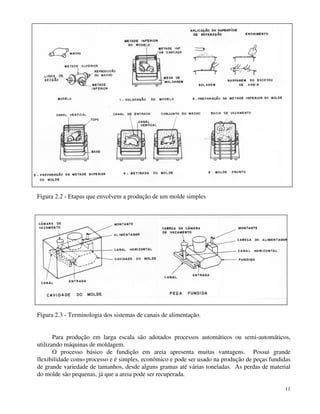
Este documento apresenta um texto revisado sobre processos de fabricação e planejamento, destinado a disciplinas de engenharia de fabricação na Universidade Estadual de Campinas (Unicamp). A obra aborda métodos como fundição, conformação plástica, soldagem e usinagem, destacando qualidade e custo, além de oferecer uma introdução à engenharia de fabricação e sua importância no ciclo produtivo. Recomenda-se que os leitores realizem pesquisas adicionais na bibliografia indicada para uma análise mais aprofundada.



































































