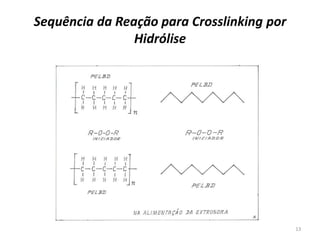
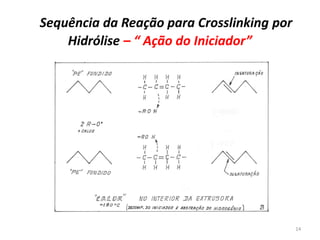
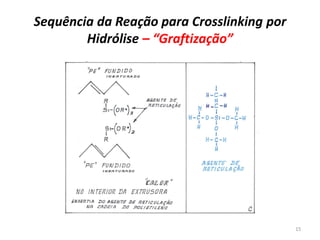
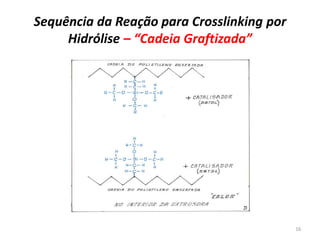
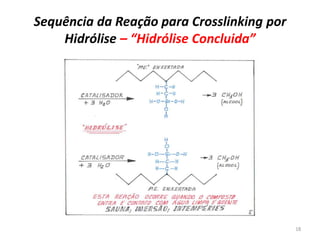
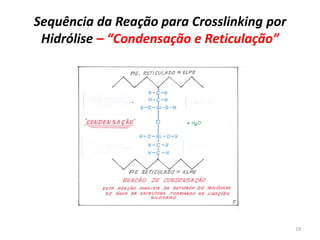
O documento descreve o processo de cura de polímeros etilênicos por hidrólise. O processo envolve a preparação de um pré-composto através da reação de enxertia de silanos nas cadeias poliméricas, e a subsequente hidrólise dessas cadeias enxertadas na presença de umidade, levando à reticulação da estrutura polimérica. O documento detalha as etapas de preparação do pré-composto e dos masterbatches de cura, bem como os processos de extrusão e injeção para a conform