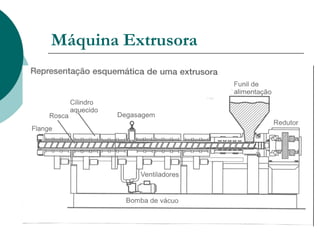
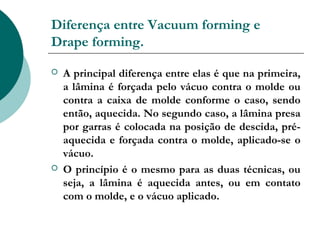
O documento discute vários métodos de conformação de polímeros, incluindo moldagem por injeção, extrusão, sopro e rotomoldagem. A moldagem por injeção é descrita como um dos métodos mais importantes, envolvendo o aquecimento do material e injeção em alta pressão em um molde para dar forma ao produto final. A extrusão é usada para produzir itens ocos fechados através do aquecimento e transporte controlado do material plástico. A rotomoldagem permite a produção de peças de diferentes taman













![[MANO] Introdução a Polímeros - 2a ed.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/manointroduoapolmeros-2aed-220606110423-360a3353-thumbnail.jpg?width=640&height=640&fit=bounds)


























![Extrusão [Síntese]](https://cdn.slidesharecdn.com/ss_thumbnails/extruso-150820043200-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)





































