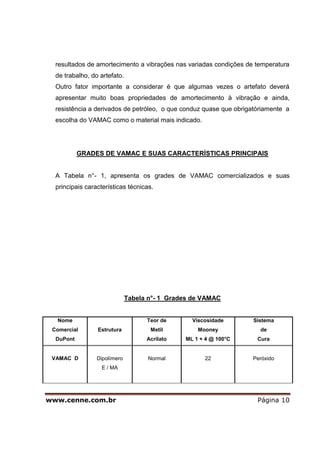
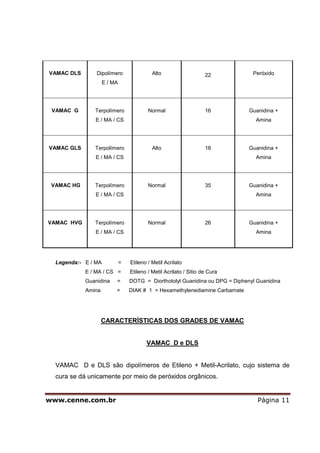
Este documento fornece um resumo sobre elastômeros de etileno acrilato de metila (VAMAC). Discute o histórico, constituição polimérica, propriedades, classificação, condições de uso, resistência a fluidos e temperaturas, gradações e aplicações do VAMAC.