Transferir como PDF, PPTX













![Controlador PID
• Largo uso industrial (90% [YS91])
• Ações de controle & sintonia de fácil entendimento
• Compromisso simplicidade/ desempenho](https://image.slidesharecdn.com/controledeprocessos-170727003017/85/Controle-de-processos-55-320.jpg)











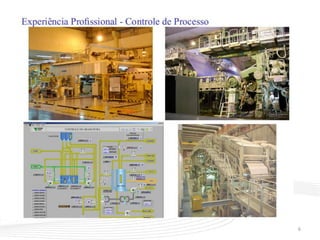
1) O documento descreve a experiência profissional de um professor de controle e automação de processos industriais, com foco na indústria de celulose e papel. 2) Ele trabalhou por muitos anos na automação e no controle de processos de grandes empresas do setor de celulose e papel, liderando equipes e projetos de melhoria. 3) Atualmente leciona disciplinas de controle de processos na Universidade de Brasília, compartilhando seu conhecimento adquirido na indústria.















































