Baixado 127 vezes


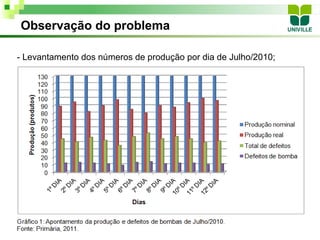
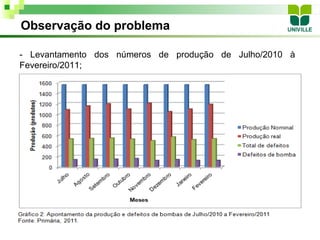
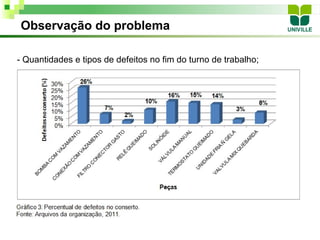
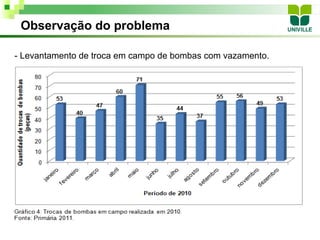
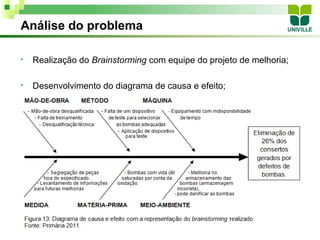
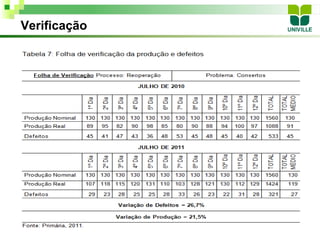
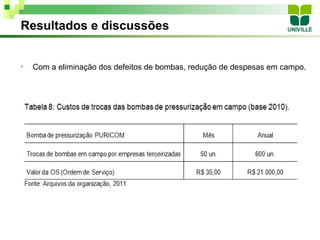

Este documento resume um trabalho de conclusão de curso que aplicou o método PDCA/MASP para identificar e reduzir gargalos no processo de reoperação de purificadores em uma fábrica. O estudo identificou que o principal gargalo era o posto de teste de vazão, responsável por 76% dos defeitos. A aplicação de um dispositivo de teste de bombas eliminou 100% dos defeitos e aumentou a produção em 21,5%, reduzindo também os custos com trocas de bombas defeituosas.




























































![metodologias-ativas-de-aprendizagem.pptx_(1)[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/metodologias-ativas-de-aprendizagem-260204140054-ff555186-thumbnail.jpg?width=640&height=640&fit=bounds)



