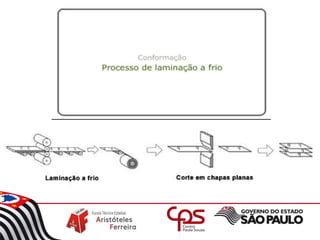
O documento discute o processo de laminação, que é uma forma de conformação mecânica que reduz a espessura de um material. Ele descreve as principais etapas da laminação, incluindo a laminação a quente e a fria, e discute vantagens e desvantagens de cada processo. O documento também lista alguns defeitos comuns em chapas laminadas a quente.






![Livros:
[1] Apostila SENAI (Aprendizagem Industrial) TMC 1 – Mec.
Usinagem. - http://www.metalmundi.com/si/site/1107?
Sites:
[1] mmborges.com/processos/Conformacao/cont_html/laminacao.htm
[2] www.ebah.com.br/content/ABAAAekegAH/laminacao
[3] http://www.ebah.com.br/content/ABAAAALFEAK/laminacao-
resumo
Referências](https://image.slidesharecdn.com/tme-iii-laminacao-180627174612/85/Trabalho-sobre-Laminacao-14-320.jpg)















































