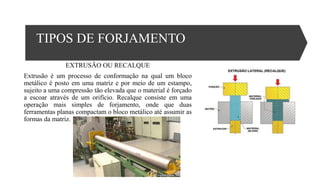
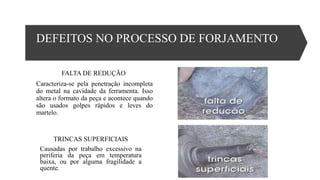
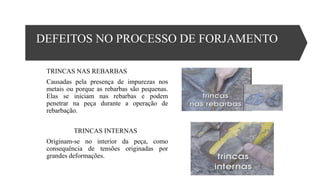
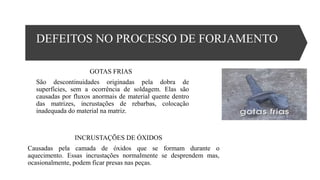
O forjamento é um processo de fabricação que molda metais através de compressão, com uma longa história que remonta a ferreiros antigos. Existem diversas técnicas de forjamento, como a frio e a quente, além de várias máquinas, incluindo prensas e martelos, cada uma com características específicas. O processo pode enfrentar defeitos como trincas e descarbonetação, que afetam a qualidade das peças produzidas.