Transferir como PDF, PPTX



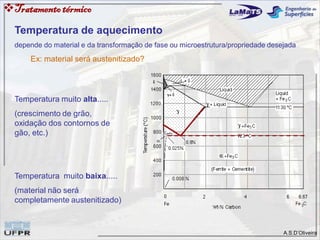
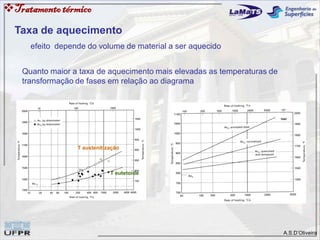
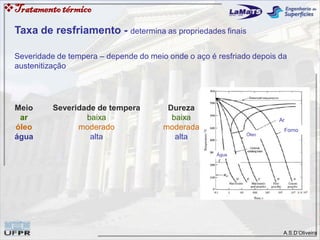

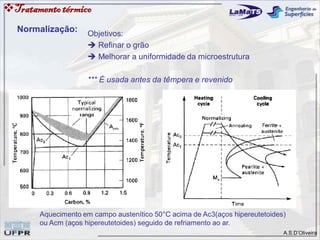



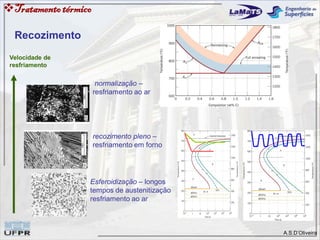













O documento discute os principais aspectos do tratamento térmico de aços, incluindo: 1) as variáveis que afetam o tratamento térmico como temperatura, taxa de aquecimento e resfriamento; 2) os diferentes tipos de tratamentos como normalização, recozimento e tempera; 3) como a taxa de resfriamento determina a microestrutura e propriedades finais.






























































![Tratamentos térmicos [spectru]](https://cdn.slidesharecdn.com/ss_thumbnails/tratamentostrmicosspectru-211028152549-thumbnail.jpg?width=640&height=640&fit=bounds)










