Baixado 39 vezes


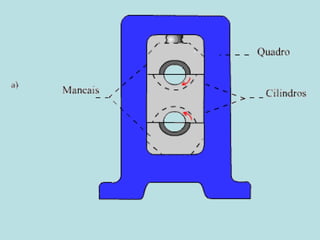


O documento descreve os processos de laminação, incluindo os fundamentos, etapas, tipos de laminadores e aplicações da laminação a quente e a frio. A laminação é um processo de conformação mecânica que modifica a seção transversal de metais. Pode ser realizada a quente, para produzir chapas e perfis, ou a frio, para obter folhas com maior precisão dimensional. Existem diferentes tipos de laminadores para atender às diversas aplicações de laminação.