Baixado 315 vezes
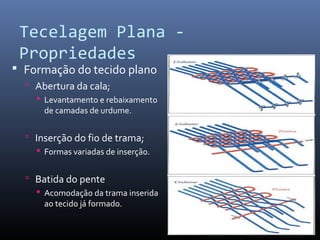
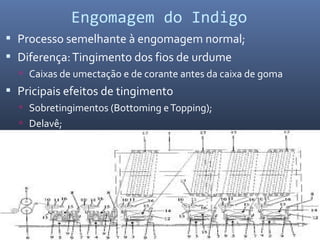
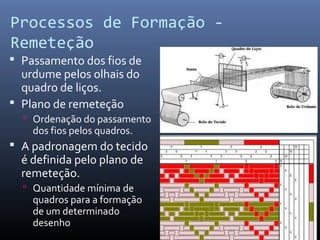




O documento descreve os principais processos de formação de tecidos planos, incluindo: (1) a embalagem do fio, urdição e engomagem para formar o rolo de urdume, (2) o acondicionamento do fio de trama, e (3) a tecelagem propriamente dita no tear para entrelaçar a urdume e a trama. Também explica os diferentes tipos de teares utilizados no processo de tecelagem.