Baixado 123 vezes

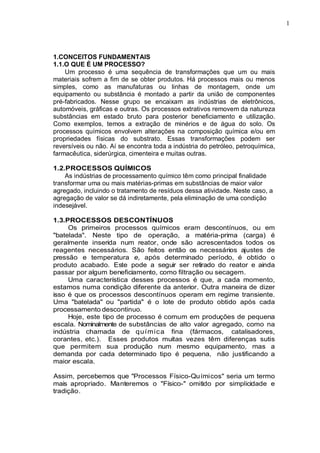

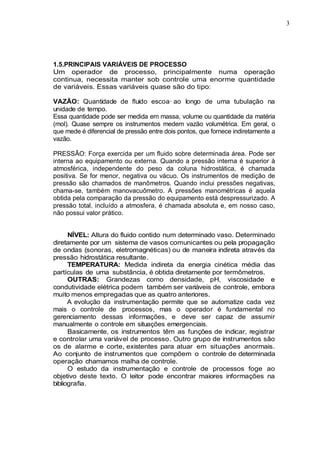



O documento aborda os conceitos fundamentais dos processos químicos, detalhando operações unitárias e processos de separação, conversão e acabamento, especialmente no contexto da indústria de refino de petróleo. Explica a diferença entre processos descontínuos e contínuos, destacando a importância do controle de variáveis. Além disso, descreve os principais processos de refinação e a produção de derivados de petróleo e gás natural.





























![Processo de refino_petrobras_[1]](https://cdn.slidesharecdn.com/ss_thumbnails/processoderefinopetrobras1-131017203645-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)
















![Processos industriais tintas[1]](https://cdn.slidesharecdn.com/ss_thumbnails/processosindustriais-tintas1-150317161800-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)





























