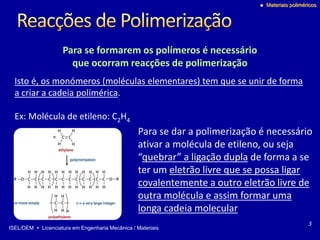
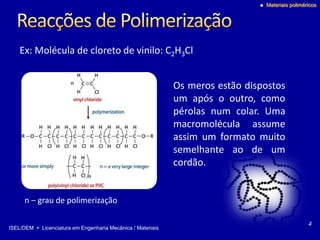
O documento discute materiais poliméricos, especificamente seus tipos, propriedades e processos de fabricação. Materiais poliméricos são compostos por longas cadeias de moléculas orgânicas unidas por ligações covalentes. São classificados em termoplásticos, termoendurecíveis e elastômeros. Processos como injeção, extrusão e moldagem a vácuo são usados para dar forma a esses materiais.