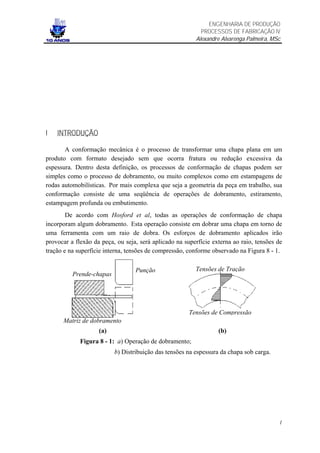
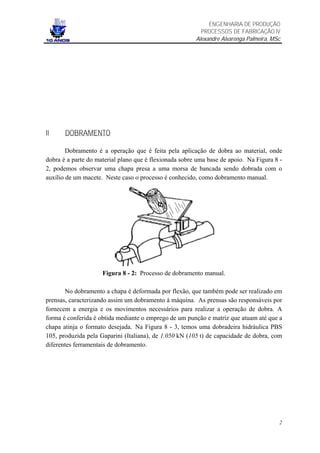
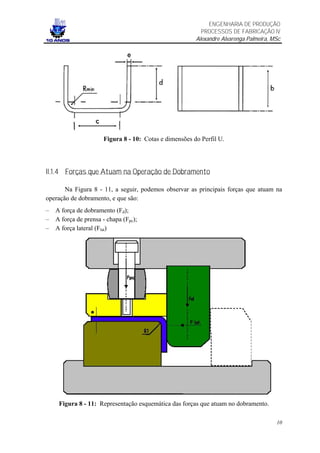
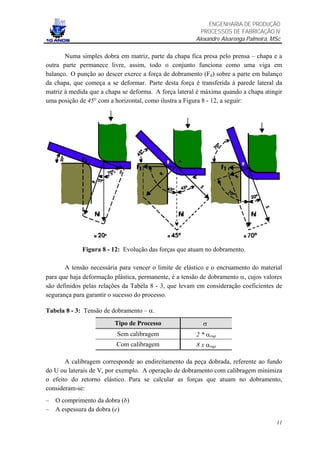
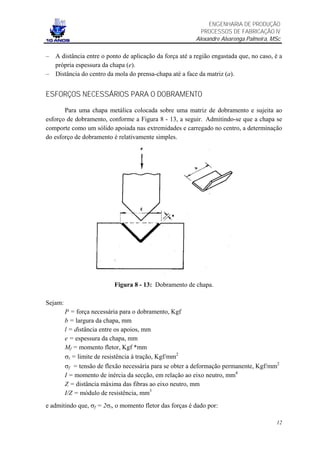
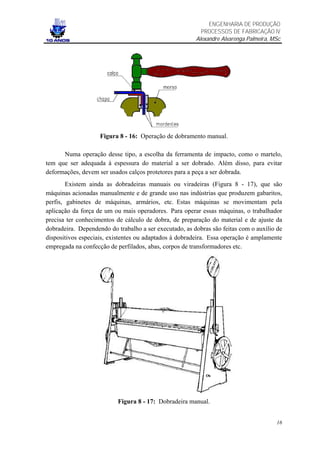
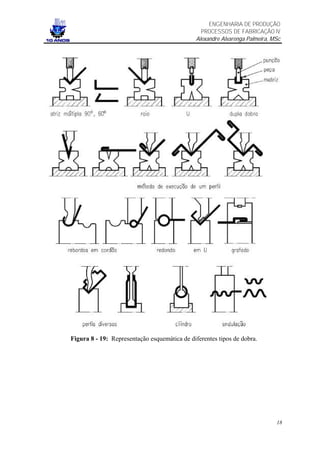
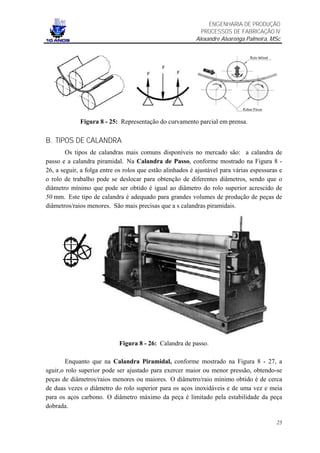
O documento apresenta informações sobre processos de dobramento e calibragem. Na seção I, introduz os processos de conformação mecânica e dobramento. Na seção II, descreve o processo de dobramento, incluindo dobramento manual e à máquina, além de fatores que afetam o dobramento como capacidade elástica do material, raio interno mínimo, comprimento desenvolvido e forças envolvidas. A seção também discute retorno elástico.