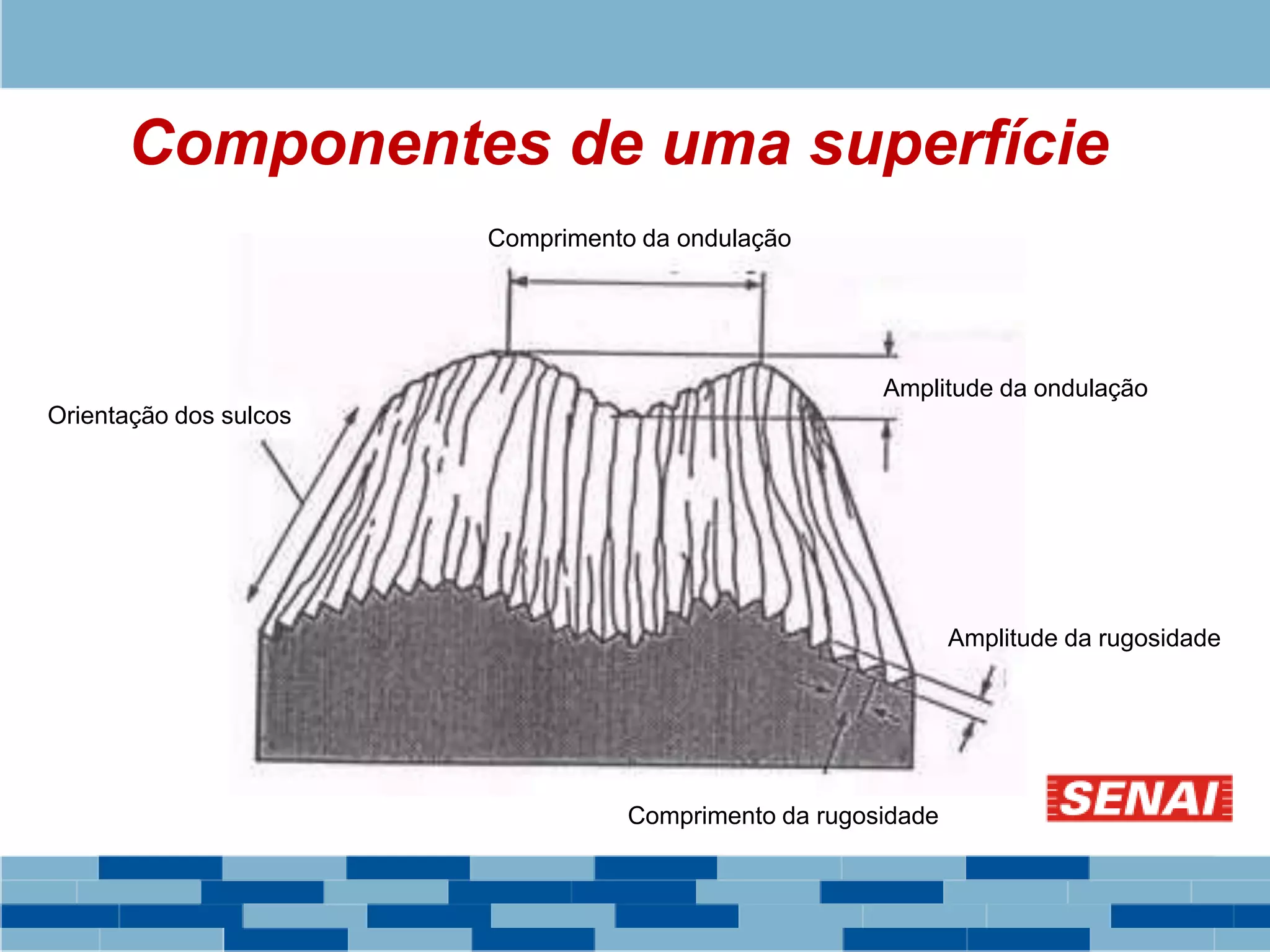
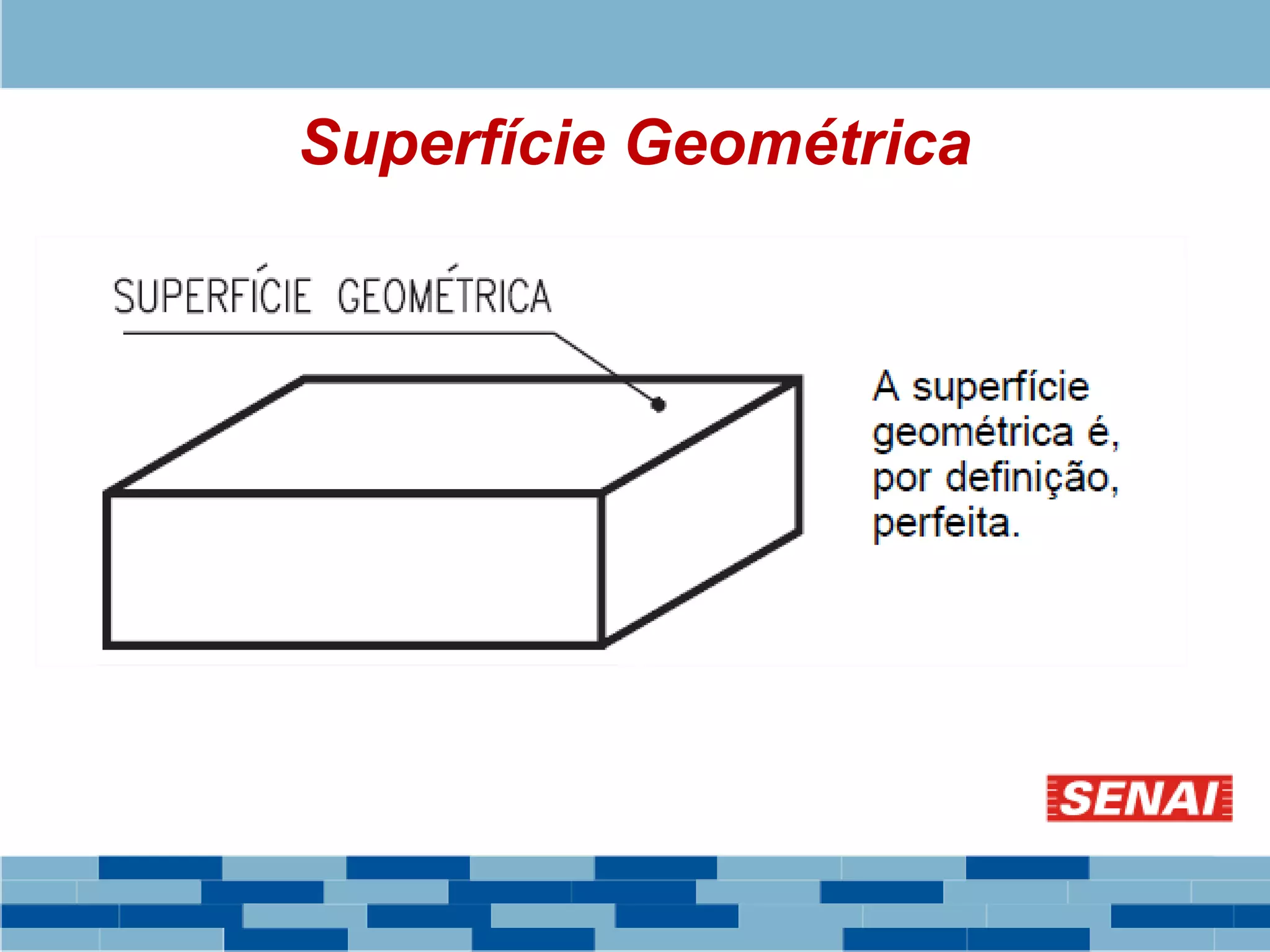
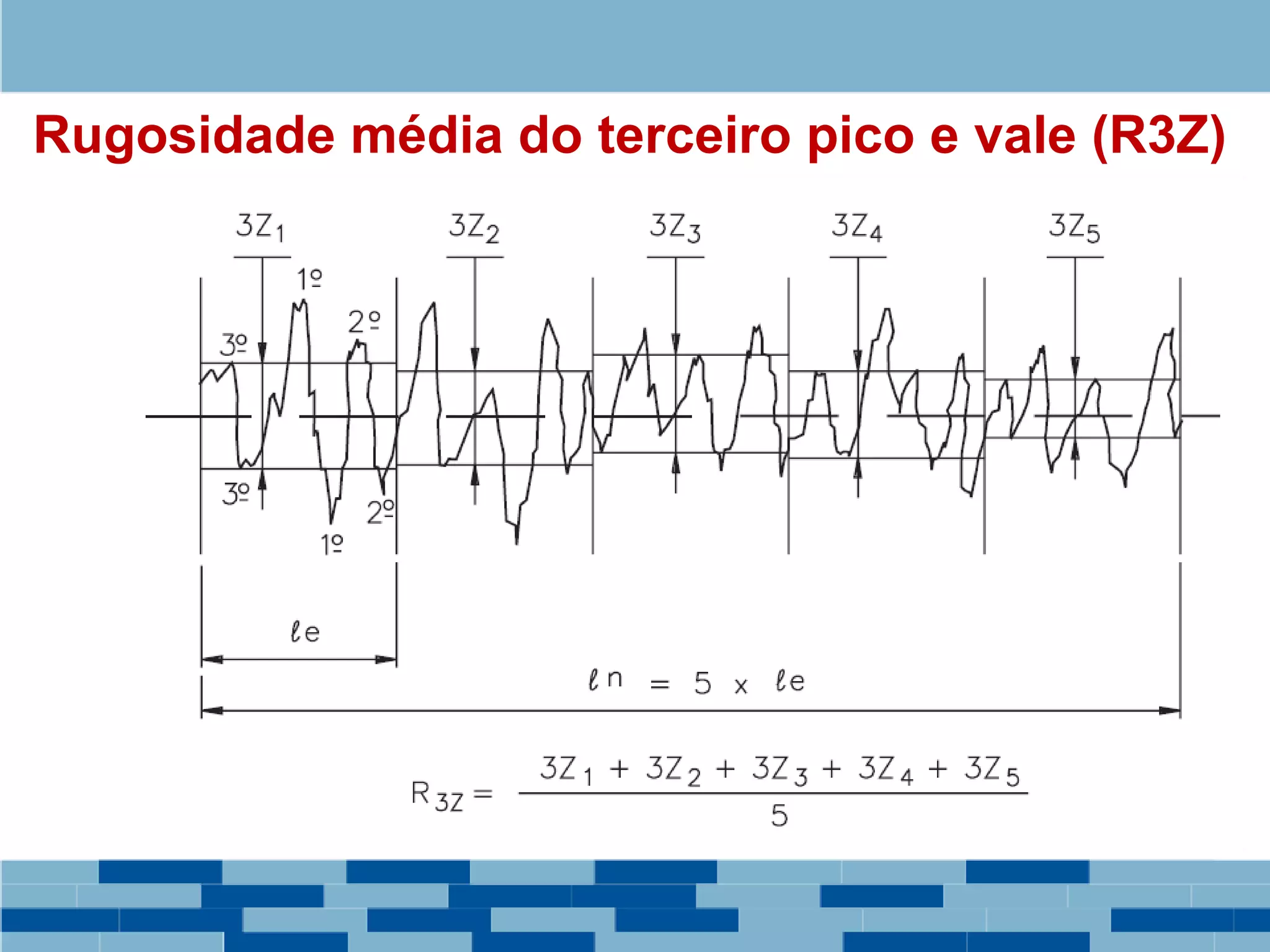
O documento descreve os conceitos e métodos de medição de rugosidade superficial. Explica que a rugosidade é caracterizada por irregularidades na superfície de um material e divide essas irregularidades em erros macrogeométricos e microgeométricos. Também define e compara parâmetros comuns de medição de rugosidade como Ra, Ry, Rz e R3Z.