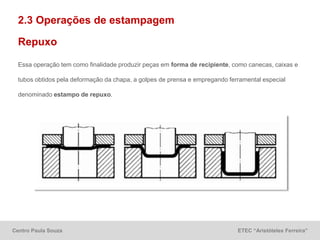
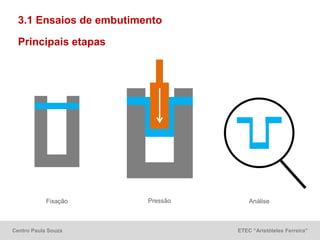
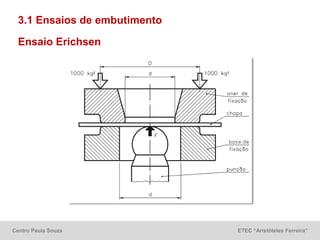
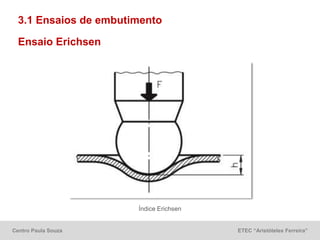
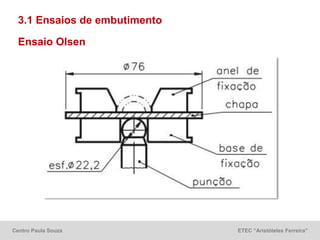
O documento resume os principais processos e técnicas de estampagem, incluindo: (1) corte, dobramento e repuxo como as principais operações de estampagem usando prensas; (2) ensaios de embutimento como o Erichsen e Olsen para controle de qualidade; (3) vantagens da estampagem como alta produção a baixo custo.