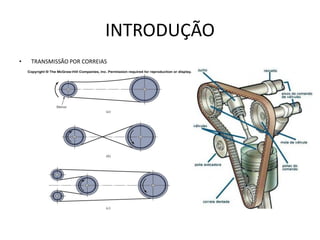
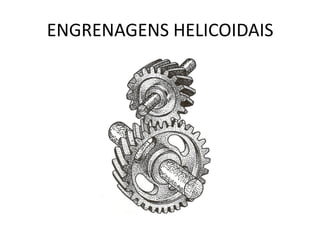
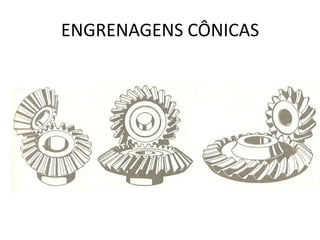
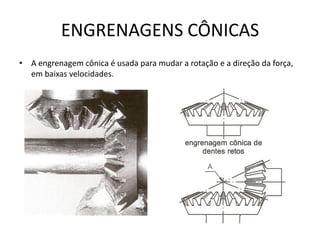
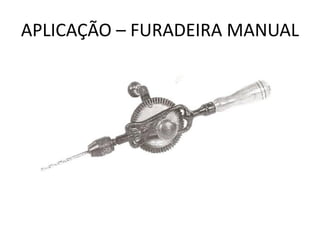
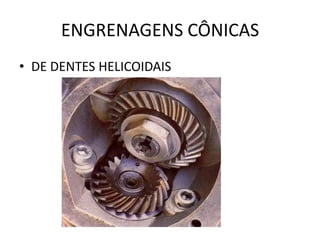
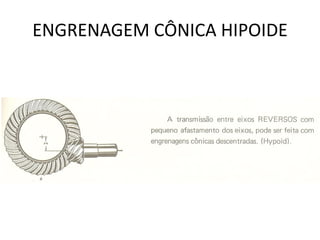
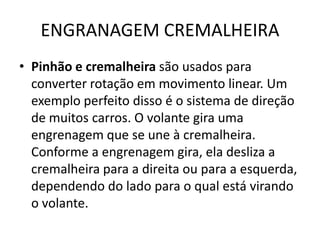
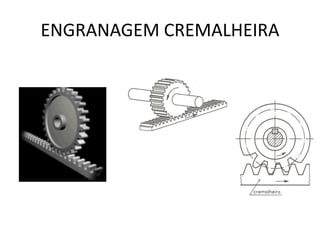
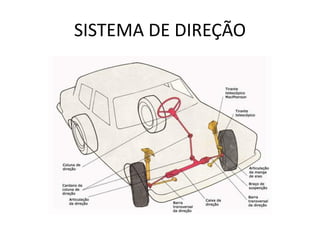
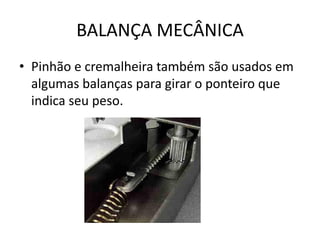
O documento discute os diferentes tipos de engrenagens e suas aplicações. É introduzido os sistemas de transmissão por correias, correntes e engrenagens, sendo que engrenagens são mais adequadas quando se requer movimento uniforme e alta eficiência. Em seguida são descritos os principais tipos de engrenagens, incluindo engrenagens cilíndricas, cônicas e helicoidais, e suas aplicações em diferentes mecanismos e máquinas.















































































![Engrenagem teoria completa[1]](https://cdn.slidesharecdn.com/ss_thumbnails/engrenagemteoriacompleta1-180925140702-thumbnail.jpg?width=640&height=640&fit=bounds)



![Engrenagem teoria completa[1]](https://cdn.slidesharecdn.com/ss_thumbnails/engrenagemteoriacompleta1-141202061309-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)
![Engrenagem teoria completa[1]](https://cdn.slidesharecdn.com/ss_thumbnails/engrenagemteoriacompleta1-141202061304-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)







