Baixado 405 vezes










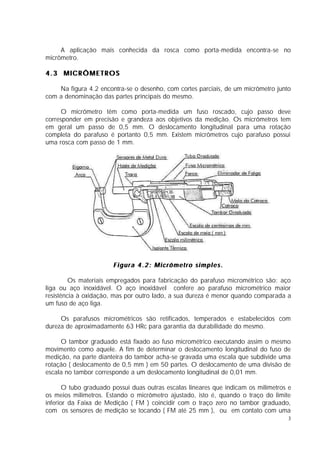
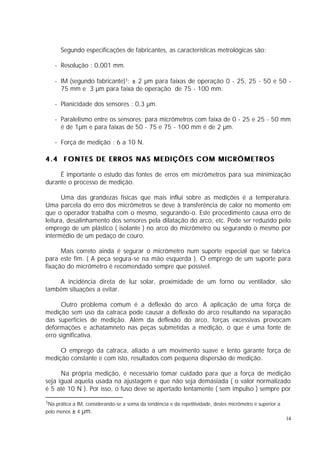
![materiais e temperatura:
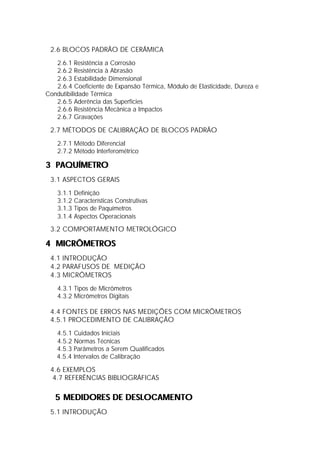
PEÇA SM
CASO ERRO
MATERIAL TEMPERATURA MATERIAL TEMPERATURA
1 A 20 OC A 20 OC -
2 A T ≠ 20 C
O
A T -
3 A T A t≠T α A(T-t)L
O O
4 A 20 C B 20 C -
5 A T ≠ 20 C
O
B T [α A(T-20) - α B(T-20)]L
6 A T B t≠T [α A(T-20) - α B(t-20)]L
Onde: α A = coeficiente de dilatação térmica do material A (µm/m.K)
α B = coeficiente de dilatação térmica do material B (µm/m.K)
L = comprimento medido (m)
O erro é determinado em µm.
26](https://image.slidesharecdn.com/apostilademetrologia-110510181939-phpapp02/85/Apostilademetrologia-31-320.jpg)
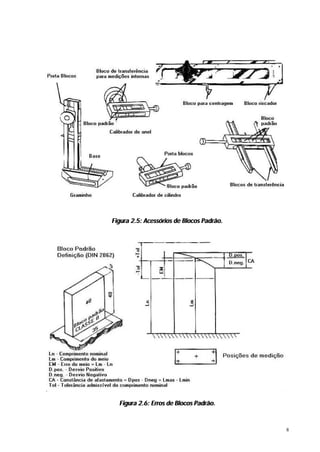
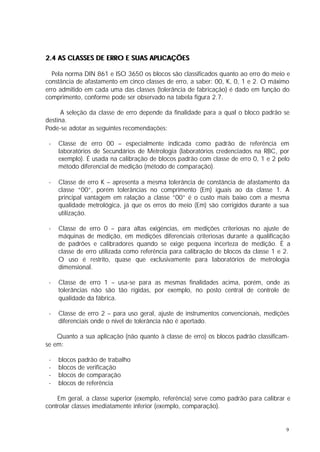

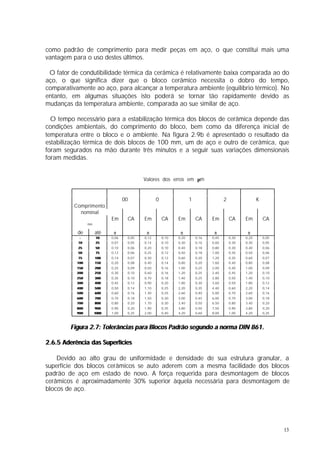





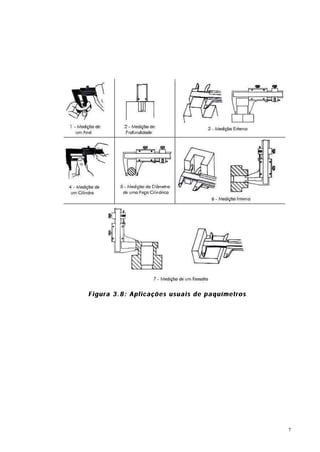


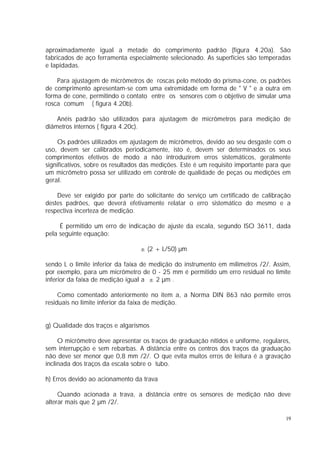

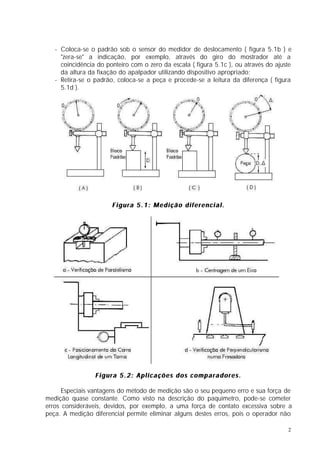
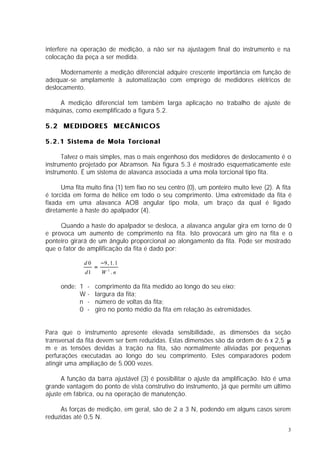
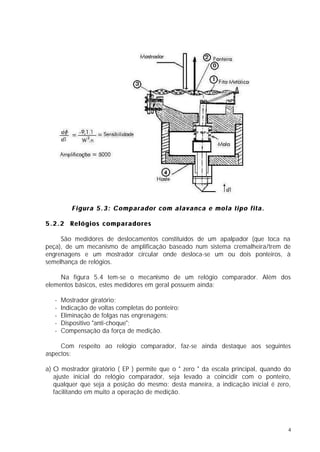
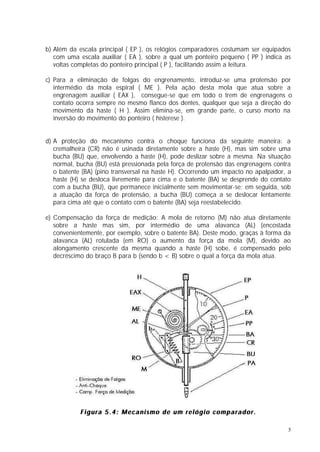


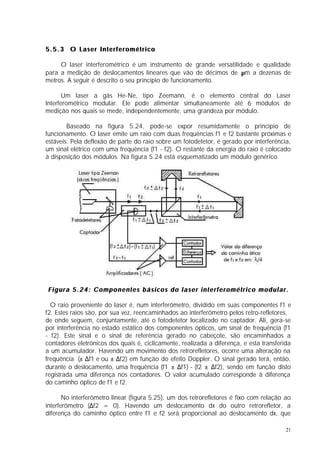



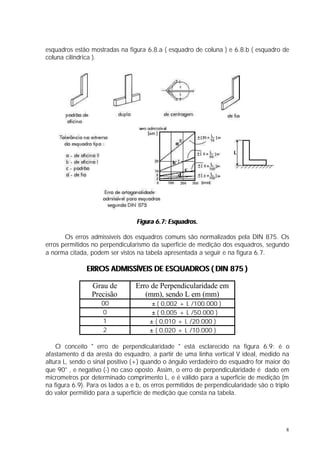






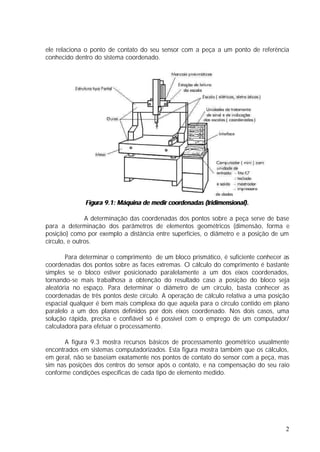
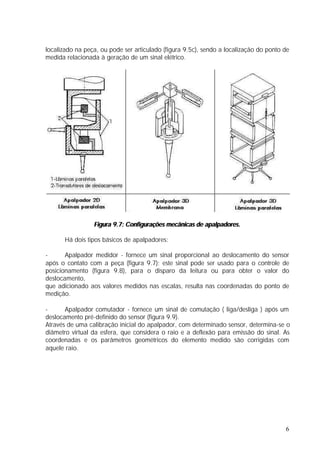
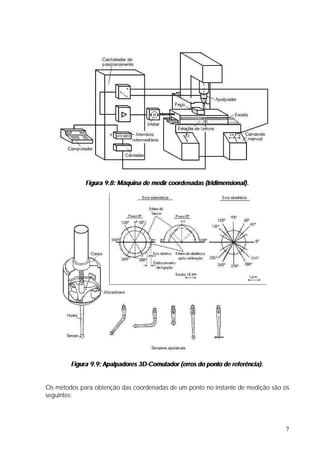
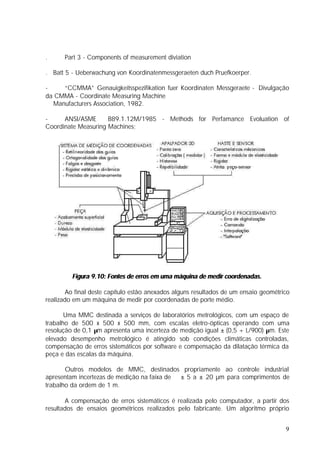
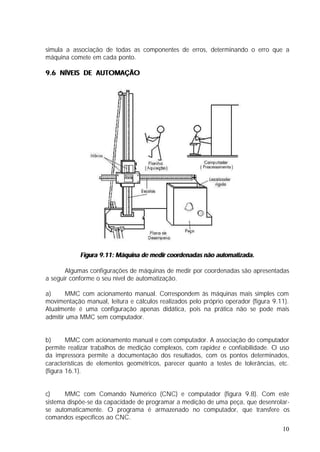



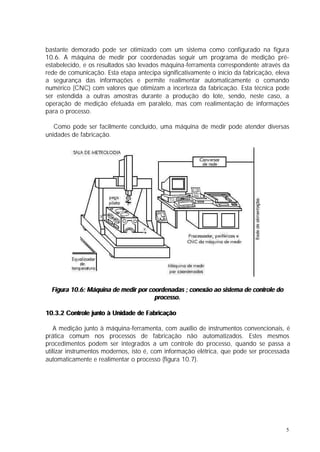
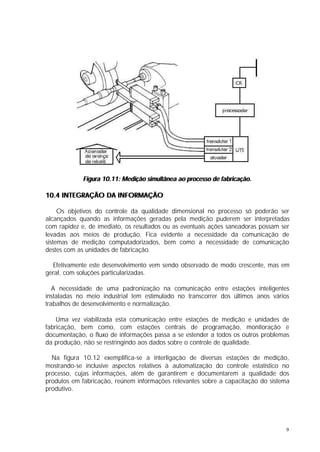
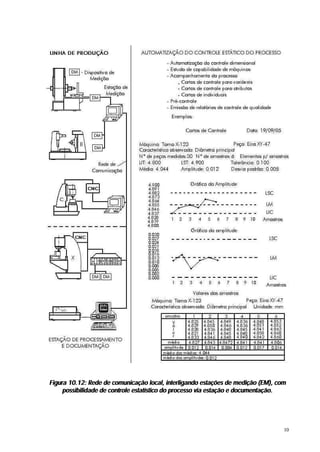





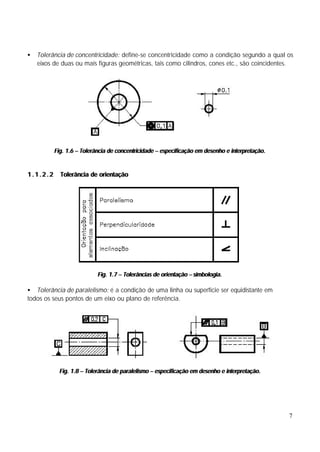
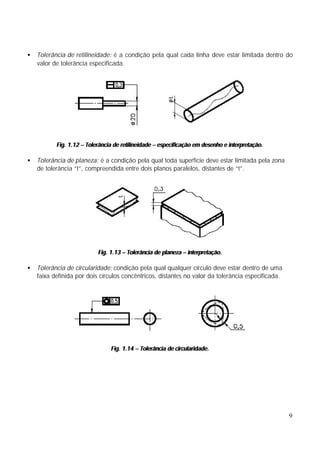
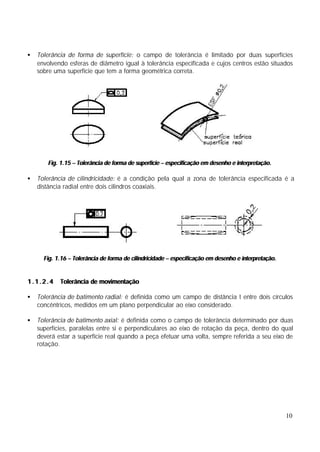
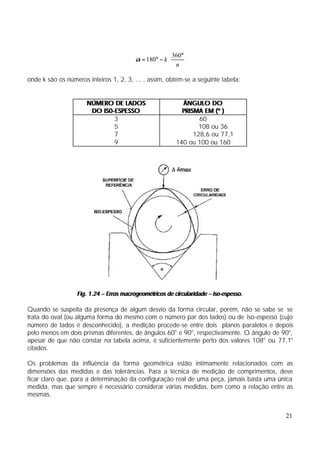
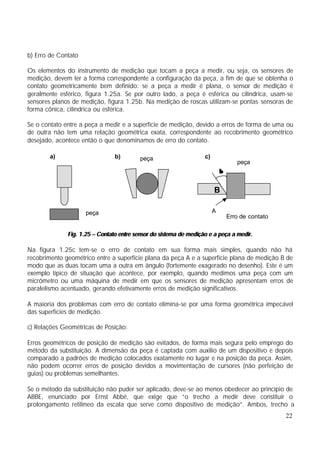
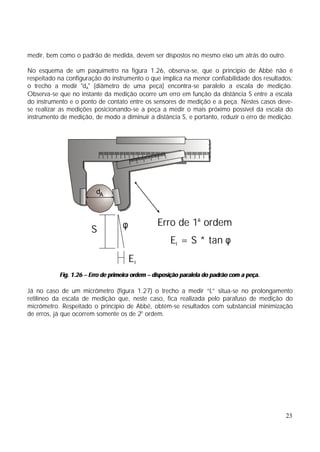
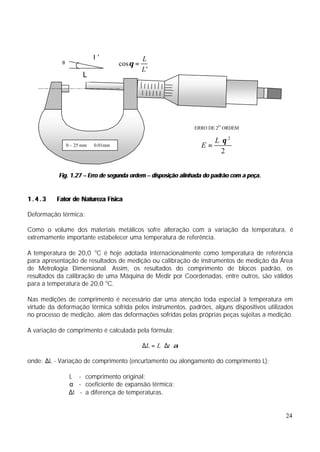
O documento discute controle geométrico e medição dimensional. Aborda conceitos como tolerância geométrica, causas de desvios de forma, medição de comprimento e causas de erros de medição. Também apresenta detalhes sobre blocos padrão, paquímetros, micrômetros e outros instrumentos de medição.















































