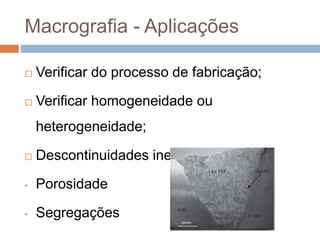
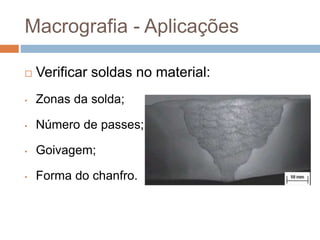
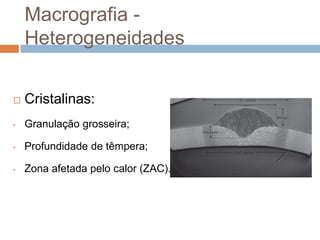
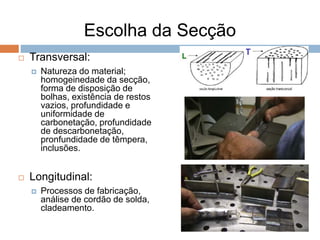
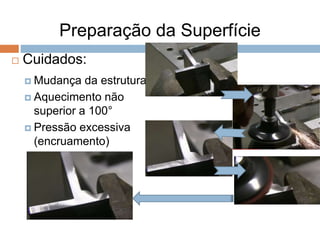
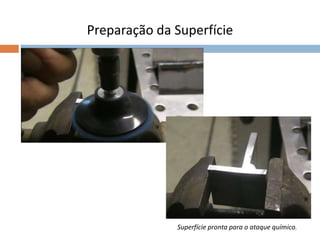
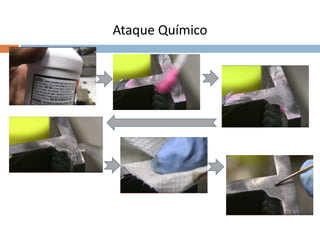
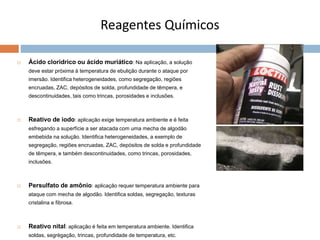
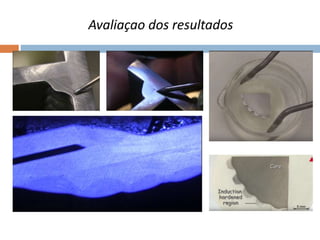
O documento discute ensaios visuais e macrografia. Ele define ensaios visuais como um método para avaliar a qualidade de componentes fabricados e destaca que o objetivo é garantir a qualidade do processo e avaliar as condições da peça. O documento também explica o que é uma macrografia, que envolve verificar uma superfície plana ampliada para revelar detalhes da estrutura do material ou da solda, após um processo de lixamento e ataque químico da superfície.