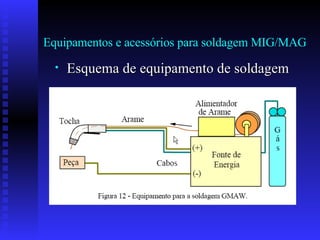
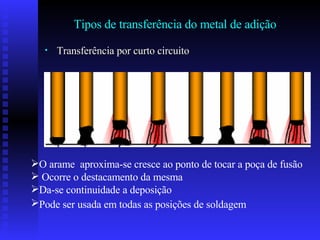
O documento apresenta os principais conceitos e terminologia da soldagem MIG/MAG, descrevendo o processo de soldagem com arco elétrico sob proteção gasosa inerte ou ativa. Detalha os equipamentos, parâmetros, transferências de metal, consumíveis e possíveis defeitos no processo.
























![Trabalho ..[1] trabalho de soldadura](https://cdn.slidesharecdn.com/ss_thumbnails/trabalho-1-trabalhodesoldadura-110529182127-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)








![[Apostila] Processo De Soldagem E Corte 1 Senai](https://cdn.slidesharecdn.com/ss_thumbnails/apostilaprocessodesoldagemecorte1-senai-100411170841-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)























