Sumário •Propósito eimportância do EVS.
•Defeitos, normas e critérios de aceitação.
•Condições de inspeção e instrumentos.
•Sequência, vantagens e limitações do EVS.
•Registro, documentação e relatórios.
3.
Propósito do EVS
OEnsaio Visual de Soldagem (EVS) é um
método de inspeção não destrutiva
fundamental. Seu propósito inicial é
verificar a conformidade superficial da
solda, identificando descontinuidades
visíveis. Isso garante a qualidade e
segurança antes de outras etapas de
produção.
4.
Importância do
EVS
•Garante qualidadee segurança em
produtos soldados.
•Reduz retrabalhos e custos de
produção.
•Assegura o cumprimento de normas e
especificações técnicas.
•Aumenta a confiabilidade e vida útil de
estruturas.
5.
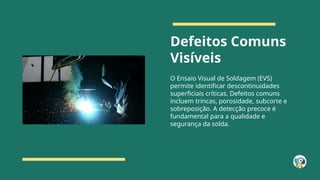
Defeitos Comuns
Visíveis
O EnsaioVisual de Soldagem (EVS)
permite identificar descontinuidades
superficiais críticas. Defeitos comuns
incluem trincas, porosidade, subcorte e
sobreposição. A detecção precoce é
fundamental para a qualidade e
segurança da solda.
6.
Normas de
Referência
•AWS D1.1:Soldagem de estruturas de
aço.
•ASME Seção VIII: Vasos de pressão e
caldeiras.
•ISO 5817: Níveis de qualidade para
soldas.
•Função: Padronizam critérios de
inspeção EVS.
7.
Critérios de Aceitação
Oscritérios de aceitação definem os limites permitidos para
descontinuidades em soldas, como trincas, porosidade e subcorte. Eles
especificam o tamanho máximo, comprimento e frequência dessas
imperfeições conforme as normas técnicas. Isso garante que a solda
atenda aos requisitos de qualidade e segurança.
8.
Exemplos de Critérios
•Critériosvariam por norma (ex: AWS, ISO, ASME).
•Subcorte: limites de profundidade e comprimento.
•Porosidade: tamanho máximo e concentração permitida.
•Inclusões: dimensão máxima e espaçamento.
9.
Ações para NãoConformidades
•Sinalizar a área não conforme.
•Documentar o defeito com fotos e medidas.
•Encaminhar para reparo ou avaliação técnica.
•Definir necessidade de outros ENDs.
10.
Registro de Resultadose
Elaboração de Relatórios
•Documente dados brutos: ficha, tipo, localização e dimensões.
•Anexe fotos dos defeitos com escala e anotações claras.
•Estruture o relatório: capa, sumário, metodologia, resultados.
•Garanta assinaturas, validações e armazenamento digital seguro.
11.
Limpeza da
Superfície
A limpezada superfície é crucial para
o Ensaio Visual de Soldagem (EVS),
pois respingos, óxidos e
contaminantes podem mascarar
descontinuidades. Métodos como
escovação, jateamento leve ou uso
de solventes são essenciais para uma
inspeção precisa. Remover resíduos
como graxa ou ferrugem garante a
detecção de fissuras finas.
12.
Condições de Iluminação
•Iluminânciaideal: 300 a 1000 lux para EVS.
•Garanta iluminação uniforme na área de inspeção.
•Evite sombras e reflexos que mascaram defeitos.
•Utilize luxímetro para verificar as condições visuais.
13.
Distância de Observação:Qual a
Importância?
Qual a importância de manter a distância de observação entre 300 e 500
mm, conforme ISO 17637, para a detecção de descontinuidades finas?
14.
Ângulo de
Observação
Manter oângulo de observação entre 30°
e 45° em relação à face da solda é crucial.
Variações podem criar reflexos e sombras,
mascarando defeitos como trincas finas.
Utilize espelhos de inspeção para áreas
de difícil acesso, garantindo a visibilidade
adequada.
15.
Largura de Preparação
•Preparaçãoda Junta: Abertura mínima para soldagem.
•Raiz e Enchimento: Partes essenciais da junta.
•Qualidade da Solda: Influencia a penetração e resistência.
•Valores Típicos: Dependem da espessura e geometria.
16.
Rugosidade Superficial
(Ra)
Classes deAcabamento
(N)
A rugosidade superficial (Ra) mede a
média dos desvios do perfil de uma
superfície. Uma rugosidade excessiva
pode mascarar defeitos finos, como
microfissuras e porosidades, tornando-os
invisíveis ao olho do inspetor. Controlar o
acabamento é essencial para a eficácia do
Ensaio Visual de Soldagem (EVS).
As classes de acabamento, como N5, N6 e
N7, definem os níveis de rugosidade
permitidos. Por exemplo, N5 (0,3 µm) é
exigido em soldagens de alta precisão,
onde a detecção de mínimos defeitos é
crítica. Já N6 (0,8 µm) é comum para
estruturas leves, e N7 (1,6 µm) para
tubulações de grande porte.
17.
Instrumentos
Essenciais
•Régua metálica: Mededimensões
gerais e alinhamento.
•Paquímetro: Avalia espessuras,
larguras e profundidades.
•Luxímetro: Verifica a intensidade da
iluminação.
•Lupa e espelho: Detalham
descontinuidades e áreas ocultas.
18.
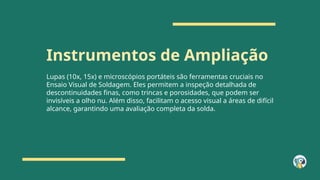
Instrumentos de Ampliação
Lupas(10x, 15x) e microscópios portáteis são ferramentas cruciais no
Ensaio Visual de Soldagem. Eles permitem a inspeção detalhada de
descontinuidades finas, como trincas e porosidades, que podem ser
invisíveis a olho nu. Além disso, facilitam o acesso visual a áreas de difícil
alcance, garantindo uma avaliação completa da solda.
19.
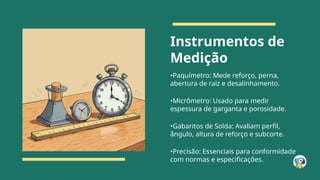
Instrumentos de
Medição
•Paquímetro: Medereforço, perna,
abertura de raiz e desalinhamento.
•Micrômetro: Usado para medir
espessura de garganta e porosidade.
•Gabaritos de Solda: Avaliam perfil,
ângulo, altura de reforço e subcorte.
•Precisão: Essenciais para conformidade
com normas e especificações.
20.
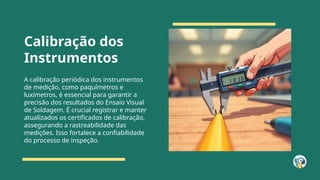
Calibração dos
Instrumentos
A calibraçãoperiódica dos instrumentos
de medição, como paquímetros e
luxímetros, é essencial para garantir a
precisão dos resultados do Ensaio Visual
de Soldagem. É crucial registrar e manter
atualizados os certificados de calibração,
assegurando a rastreabilidade das
medições. Isso fortalece a confiabilidade
do processo de inspeção.
21.
Sequência da Inspeção
•Verificarlimpeza e condições da superfície.
•Ajustar distância e ângulo de visão.
•Avaliar continuidade e geometria da solda.
•Registrar não conformidades imediatamente.
22.
Vantagens do EVSLimitações do EVS
O Ensaio Visual de Soldagem (EVS) é um
método rápido e econômico, que não
exige consumíveis ou equipamentos
complexos. Ele permite a detecção
imediata de descontinuidades superficiais
visíveis, como trincas e porosidade. É
ideal como uma primeira etapa de
inspeção, servindo como uma triagem
eficaz antes de métodos mais avançados.
A abrangência do EVS é limitada à
superfície da solda e à percepção visual
do inspetor. Ele não consegue detectar
descontinuidades internas, como falta de
fusão ou inclusões de escória
subsuperficiais. Além disso, a
subjetividade do inspetor pode influenciar
os resultados, exigindo padronização
rigorosa e treinamento contínuo.
23.
Quando Aplicar EVS
OEnsaio Visual de Solda (EVS) é o método primário para inspeções
rápidas e superficiais, ideal para verificar a conformidade geométrica e
descontinuidades visíveis como porosidade. Encaminhe para Ensaios
Não Destrutivos (END) de Nível 2/3, como Líquido Penetrante ou
Ultrassom, se houver suspeita de defeitos internos ou superficiais não
visíveis, como trincas finas ou falta de fusão. A decisão depende da
criticidade da junta e dos requisitos da norma aplicável.
24.
Registro e Documentação
•Identificaçãoda peça e solda.
•Data, hora e condições do ensaio.
•Nome do inspetor e sua assinatura.
•Registro preciso garante rastreabilidade total.
25.
Elaboração de Relatórios
Aclareza dos relatórios de inspeção é crucial, e a inclusão de fotos e
diagramas anotados melhora significativamente a compreensão.
Discutiremos as melhores práticas para legendar e referenciar essas
imagens. Também abordaremos a escolha entre ferramentas digitais,
que oferecem agilidade e rastreabilidade, e formulários em papel, que
podem ser práticos em certas condições, para uma documentação
eficiente e precisa dos resultados.
26.
E se adúvida persistir?
Como você agiria ao se deparar com uma incerteza na inspeção visual?
Qual o próximo passo para validar sua análise?
Conclusão
•EVS é fundamentalpara a qualidade e
segurança da solda.
•Permite detecção precoce de
descontinuidades superficiais.
•Exige conhecimento de normas, critérios e
documentação rigorosa.
•A precisão depende de condições adequadas
e instrumentos calibrados.
•É a primeira linha de defesa,
complementando outros ENDs.