Baixado 428 vezes

![Resolvido o problema de aderência do metal ao molde, o processo de lingotamento
contínuo ainda encontrava barreiras que permitissem o aumento de escala do
equipamento. Portanto, havia-se ainda, a necessidade de aperfeiçoamento de alguns
parâmetros e técnicas operacionais, tais como:
•tempo de manutenção e reparo do equipamento;
•tempo de preparação da máquina;
•variações na seção do produto;
•troca de panelas;
•troca de distribuidores;
•lingotamento sequencial;
•alterações no projeto de máquina.
Os tempos de preparação, reparo e manutenção estão associados ao índice de
funcionamento do equipamento. A diminuição desses tempos propicia elevados
índices de funcionamento e, conseqüentemente, alta produtividade. Os reparos e
manutenção das máquinas eram onerosos e demandavam muito tempo, para tanto,
uma inovação incremental foi desenvolvida a fim de reduzir esse tempo.
As máquinas passaram a ser projetadas com o molde e o segmento de rolos de
suporte formando um conjunto único. Dessa forma, o alinhamento e o reajuste do
conjunto poderia ser feito fora da máquina, podendo, com isso, reduzir em até 75% o
tempo de recuperação da máquina, comparando-se com o tempo gasto na troca
HISTÓRIA DO LC
Aciaria GGRJ-ACI-LC-020 Preparação do Distribuidor para Partida ‹nº› 17/05/03
tempo de recuperação da máquina, comparando-se com o tempo gasto na troca
independente das partes. [1]
Já no tempo de preparação das máquinas, duas operações são determinantes: a
inserção da barra falsa e o ajuste do molde. A barra falsa é uma peça metálica que é
inserida ao molde e serve de base de apoio para a solidificação inicial do aço. O aço
se solidifica rapidamente e assim que a altura normal de lingotamento é atingida,
começa-se a descer o tarugo falso e mantém-se um nível constante do aço líquido no
interior do molde, variando-se a vazão, atuando sobre a haste do tampão do
distribuidor. A colocação da barra pode ser feita por baixo ou pelo topo. [4]
Com relação ao ajuste do molde, o tempo de preparação é diminuído com a troca
automática da largura do molde. Por muitos anos, observou-se nas plantas de
lingotamento contínuo, a utilização de moldes com espessura única. Em meados da
década de 70, um novo modelo de desenho do molde foi desenvolvido empresa suíça
Concast. Cada vez que a especificação do produto a ser lingotado era alterada, havia-
se a necessidade de interromper o processo de lingotamento para que se fizesse a
troca de largura do molde, que iria determinar o tamanho da seção do produto
lingotado. A troca automática da largura do molde realizava essa operação sem que
houvesse a necessidade de interrupção do equipamento, proporcionando, assim,
maiores índices de funcionamento da máquina, aliado ao aumento de produtividade.
Outro parâmetro que afeta a produtividade da máquina de lingotamento contínuo é a
eficiência nas trocas de panela. O início de uma operação de lingotamento contínuo
se dá pela transferência do aço líquido, proveniente dos convertedores LD ou dos
fornos a arco elétrico, através das panelas. Na concatenação forno-máquina, o
sinergismo entre as operações deve ser completo, pois este interfere no rendimento
do processo.
CURSO BÁSICO DE LINGOTAMENTO CONTINUO CRISTIANO FAUSTINO ALMEIDA 4 2016](https://image.slidesharecdn.com/cursobasicodelingotamentocontinuo-161113181602/85/Curso-basico-de-lingotamento-continuo-5-320.jpg)

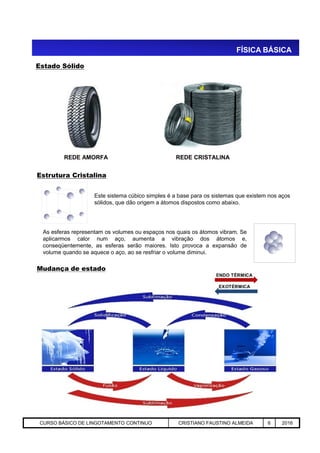






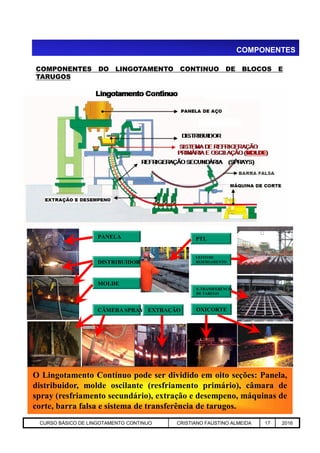









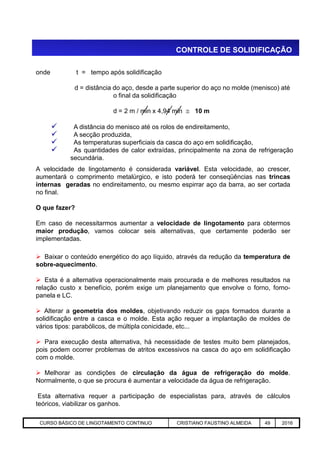













O documento fornece uma introdução sobre o processo de lingotamento contínuo, abordando seus principais componentes e etapas. É dividido em 34 seções que descrevem tópicos como a história do lingotamento contínuo, física básica, composição química, tipos de máquinas, fluxo do processo, componentes como panelas e distribuidores, etapas como resfriamento e solidificação, além de aspectos como qualidade, defeitos e segurança.





































![BSP Project (Based on Continuous Casting) [Final]](https://cdn.slidesharecdn.com/ss_thumbnails/1cb7ea7d-f281-4d52-a9fa-9483a29f6fbc-150714213851-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)





