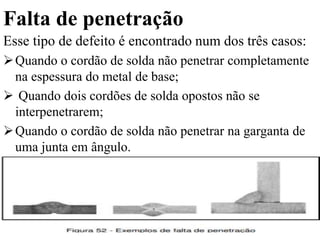
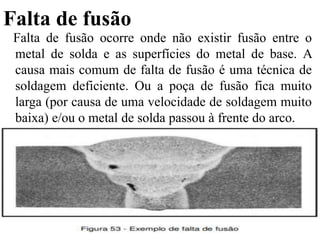
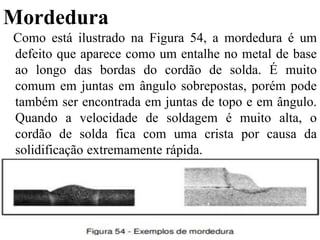
Este documento discute defeitos comuns de solda, suas causas e soluções. Os defeitos incluem falta de penetração, falta de fusão, mordedura, porosidade e trincas longitudinais. A maioria dos defeitos é causada por técnicas de soldagem inadequadas, como velocidade de soldagem muito alta ou baixa. Uma vez determinadas as causas, o operador pode corrigir o problema.