Baixado 659 vezes
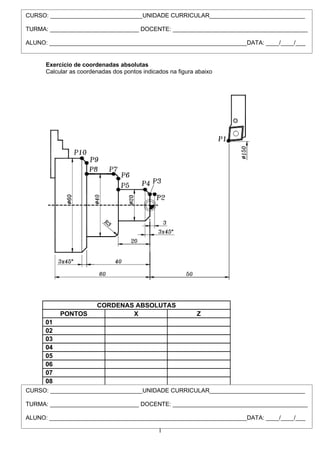
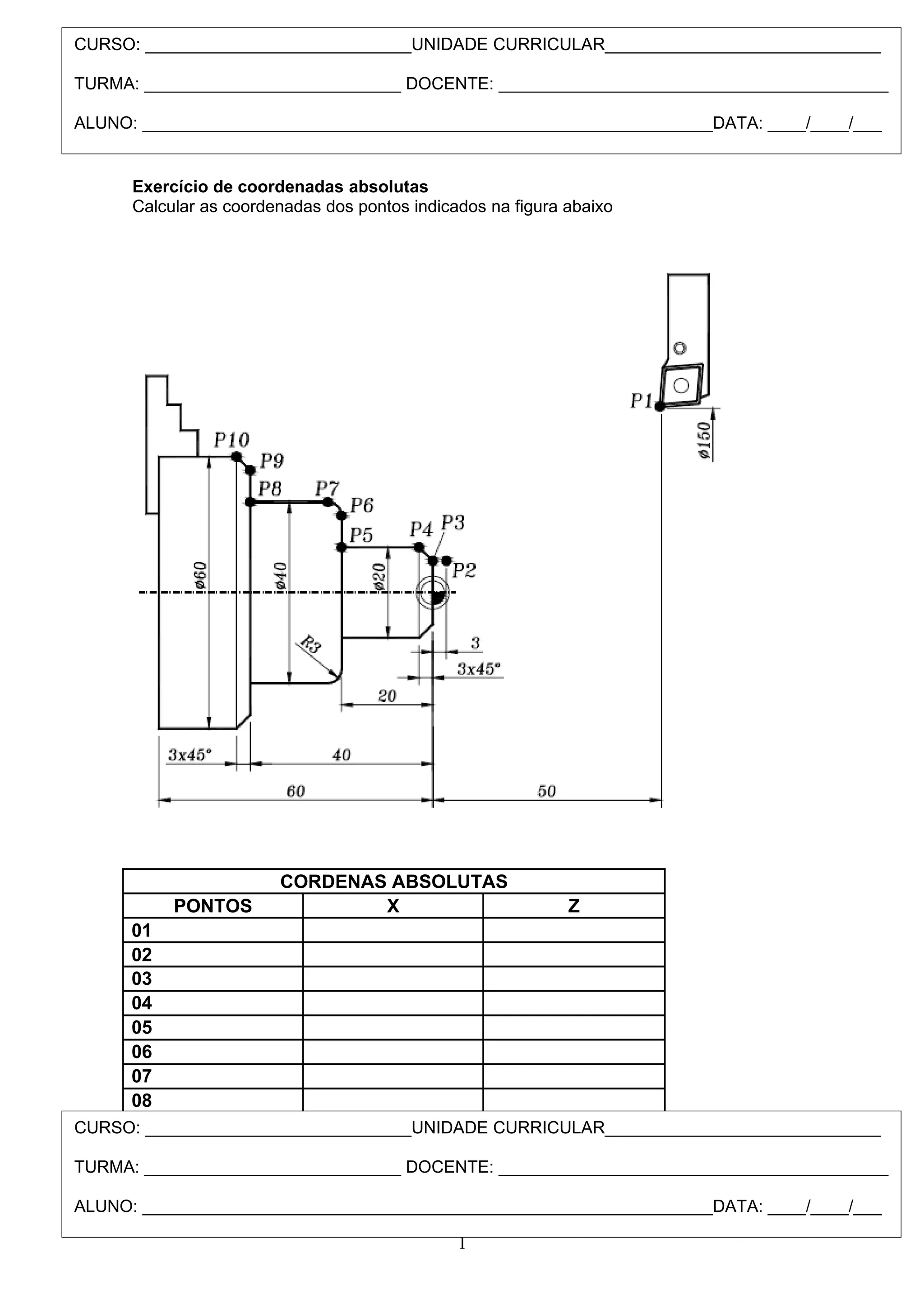
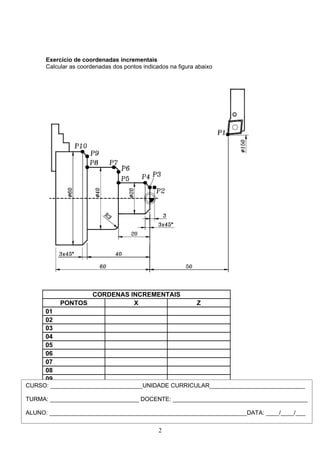
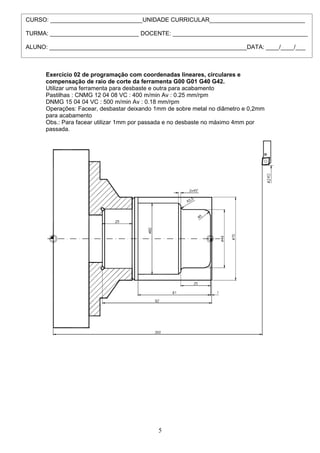
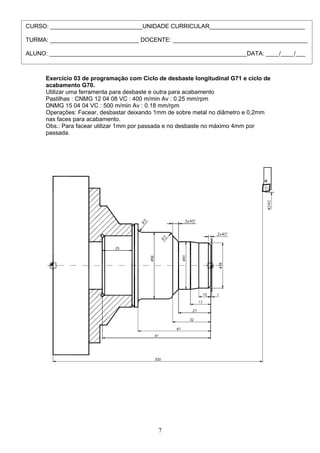
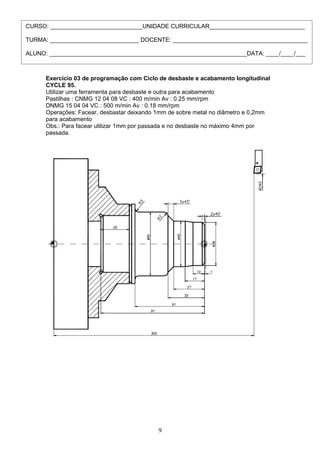


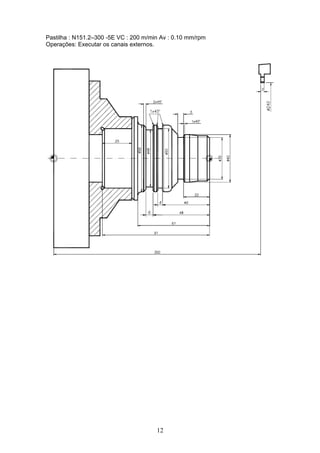
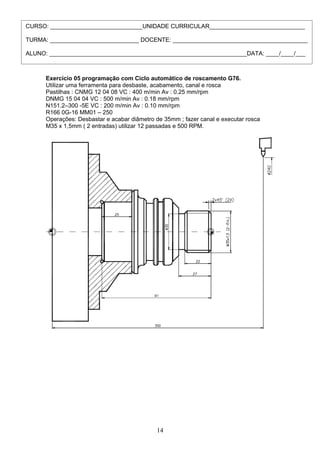
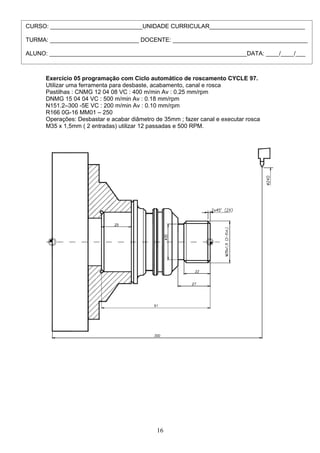


O documento apresenta uma série de exercícios de programação para torno mecânico utilizando diferentes ferramentas e operações como faceamento, desbaste, acabamento, canais, roscas e ciclos. Os exercícios incluem o cálculo de coordenadas, programação linear e circular, compensação de raio, ciclos de desbaste e acabamento longitudinais e roscamento automático.








































































