O documento discute técnicas de compensação do raio da ferramenta em fresamento CNC, permitindo que o programa considere apenas as coordenadas da peça independentemente do diâmetro da ferramenta.
Compensação do Raioda Ferramenta
Fresamento
Lateral de Peças
Compensação do
Raio da Ferramenta
3.
A compensação doraio da ferramenta é usada em centros de usinagem e em
outras máquinas similares e permite que o raio da ferramenta possa variar sem
necessidade de modificar o programa.
A aplicação é apenas em ferramentas que tem corte na periferia tais como
fresas de topo e fresas frontais.
Brocas, alargadores, barras de mandrilar e machos não usam compensação do
raio da ferramenta.
Alguns Fatos
4.
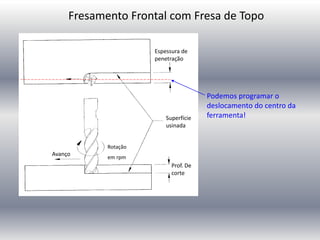
Fresamento Frontal comFresa de Topo
Podemos programar o
deslocamento do centro da
ferramenta!
Rotação
em rpm
Prof. De
corte
Avanço
Superfície
usinada
Espessura de
penetração
5.
Técnicas para programaro caminho da ferramenta:
1) Programar os movimentos do centro da ferramenta
Se o diâmetro da ferramenta for de 20 mm, todos os movimentos programados
deverão ser mantidos 10 mm afastados das superfícies a serem fresadas
(Compensação manual do raio da ferramenta).
2) Programar as coordenadas da peça
As dimensões da peça são usadas diretamente na programação dos movimentos da
ferramenta. O diâmetro da ferramenta não importa.
Compensação automática do raio da ferramenta deve ser usada!
6.
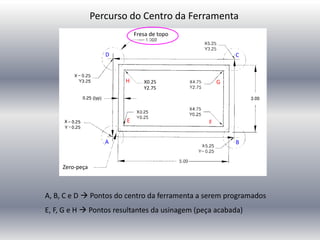
A, B, Ce D Pontos do centro da ferramenta a serem programados
E, F, G e H Pontos resultantes da usinagem (peça acabada)
Percurso do Centro da Ferramenta
D C
B
A
E F
G
H
Fresa de topo
Zero-peça
X0.25
Y2.75
Razões para usarcompensação de raio
1) Mudanças no raio da ferramenta
2) Efeito da pressão de corte na ferramenta
3) Contornos complexos
9.
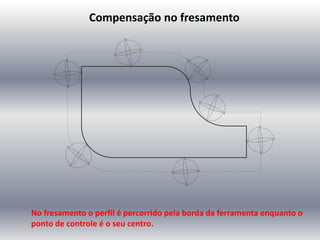
Compensação no fresamento
Nofresamento o perfil é percorrido pela borda da ferramenta enquanto o
ponto de controle é o seu centro.
10.
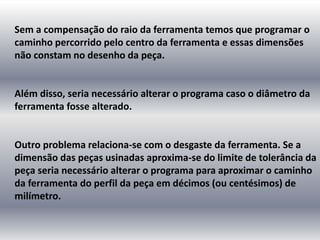
Sem a compensaçãodo raio da ferramenta temos que programar o
caminho percorrido pelo centro da ferramenta e essas dimensões
não constam no desenho da peça.
Além disso, seria necessário alterar o programa caso o diâmetro da
ferramenta fosse alterado.
Outro problema relaciona-se com o desgaste da ferramenta. Se a
dimensão das peças usinadas aproxima-se do limite de tolerância da
peça seria necessário alterar o programa para aproximar o caminho
da ferramenta do perfil da peça em décimos (ou centésimos) de
milímetro.
11.
PASSOS PARA PROGRAMARCOMPENSAÇÃO DO
RAIO DA FERRAMENTA
Chamar a Compensação,
Realizar os Comandos de Movimento,
Cancelar a Compensação.
12.
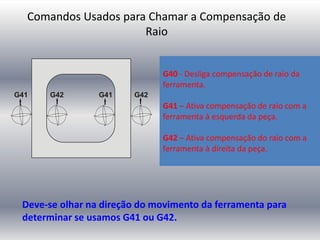
G40 - Desligacompensação de raio da
ferramenta.
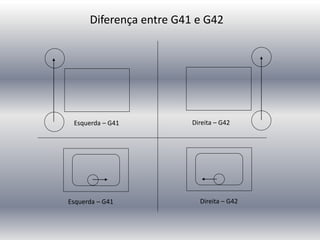
G41 – Ativa compensação de raio com a
ferramenta à esquerda da peça.
G42 – Ativa compensação do raio com a
ferramenta à direita da peça.
Deve-se olhar na direção do movimento da ferramenta para
determinar se usamos G41 ou G42.
Comandos Usados para Chamar a Compensação de
Raio
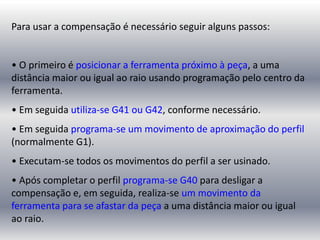
Para usar acompensação é necessário seguir alguns passos:
• O primeiro é posicionar a ferramenta próximo à peça, a uma
distância maior ou igual ao raio usando programação pelo centro da
ferramenta.
• Em seguida utiliza-se G41 ou G42, conforme necessário.
• Em seguida programa-se um movimento de aproximação do perfil
(normalmente G1).
• Executam-se todos os movimentos do perfil a ser usinado.
• Após completar o perfil programa-se G40 para desligar a
compensação e, em seguida, realiza-se um movimento da
ferramenta para se afastar da peça a uma distância maior ou igual
ao raio.
15.
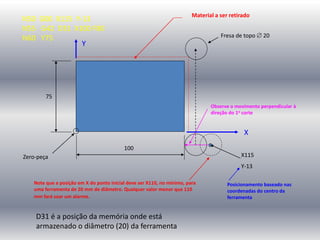
100
Note que aposição em X do ponto inicial deve ser X110, no mínimo, para
uma ferramenta de 20 mm de diâmetro. Qualquer valor menor que 110
mm fará soar um alarme.
X115
Y-13
Fresa de topo 20
Zero-peça
75
Observe o movimento perpendicular à
direção do 1o corte
Posicionamento baseado nas
coordenadas do centro da
ferramenta
N50 G00 X115 Y-13
N55 G42 D31 X100 F80
N60 Y75
X
Y
D31 é a posição da memória onde está
armazenado o diâmetro (20) da ferramenta
Material a ser retirado
16.
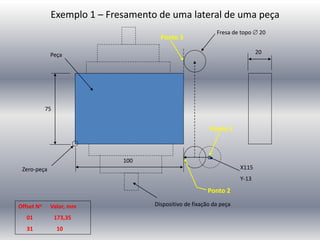
Exemplo 1 –Fresamento de uma lateral de uma peça
Offset No Valor, mm
01 173,35
31 10
100
X115
Y-13
Fresa de topo 20
Zero-peça
75
Dispositivo de fixação da peça
Peça 20
Ponto 1
Ponto 2
Ponto 3
17.
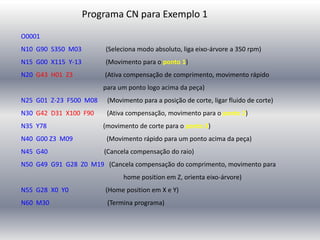
O0001
N10 G90 S350M03 (Seleciona modo absoluto, liga eixo-árvore a 350 rpm)
N15 G00 X115 Y-13 (Movimento para o ponto 1)
N20 G43 H01 Z3 (Ativa compensação de comprimento, movimento rápido
para um ponto logo acima da peça)
N25 G01 Z-23 F500 M08 (Movimento para a posição de corte, ligar fluido de corte)
N30 G42 D31 X100 F90 (Ativa compensação, movimento para o ponto 2)
N35 Y78 (movimento de corte para o ponto 3)
N40 G00 Z3 M09 (Movimento rápido para um ponto acima da peça)
N45 G40 (Cancela compensação do raio)
N50 G49 G91 G28 Z0 M19 (Cancela compensação do comprimento, movimento para
home position em Z, orienta eixo-árvore)
N55 G28 X0 Y0 (Home position em X e Y)
N60 M30 (Termina programa)
Programa CN para Exemplo 1
18.
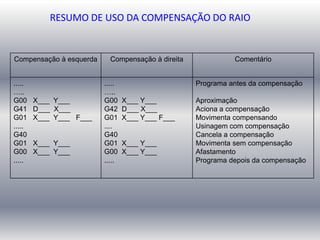
Compensação à esquerdaCompensação à direita Comentário
.....
…..
G00 X___ Y___
G41 D___ X___
G01 X___ Y___ F___
.....
G40
G01 X___ Y___
G00 X___ Y___
.....
.....
…..
G00 X___ Y___
G42 D___ X___
G01 X___ Y___ F___
....
G40
G01 X___ Y___
G00 X___ Y___
.....
Programa antes da compensação
Aproximação
Aciona a compensação
Movimenta compensando
Usinagem com compensação
Cancela a compensação
Movimenta sem compensação
Afastamento
Programa depois da compensação
RESUMO DE USO DA COMPENSAÇÃO DO RAIO
19.
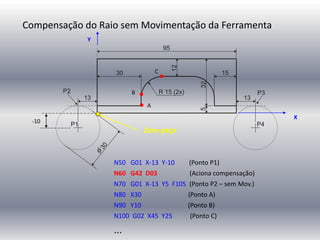
Compensação do Raiosem Movimentação da Ferramenta
N50 G01 X-13 Y-10 (Ponto P1)
N60 G42 D03 (Aciona compensação)
N70 G01 X-13 Y5 F105 (Ponto P2 – sem Mov.)
N80 X30 (Ponto A)
N90 Y10 (Ponto B)
N100 G02 X45 Y25 (Ponto C)
...
X
Y
C
B
A
Zero-peça
-10
20.
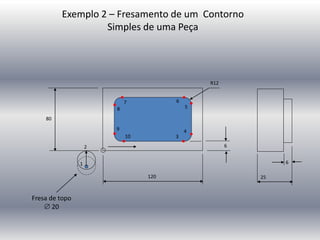
Exemplo 2 –Fresamento de um Contorno
Simples de uma Peça
1
R12
6
80
120
4
3
25
6
2
10
9
8
7 6
5
Fresa de topo
20
21.
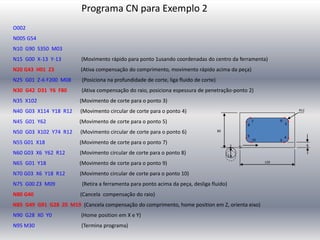
Programa CN paraExemplo 2
O002
N005 G54
N10 G90 S350 M03
N15 G00 X-13 Y-13 (Movimento rápido para ponto 1usando coordenadas do centro da ferramenta)
N20 G43 H01 Z3 (Ativa compensação do comprimento, movimento rápido acima da peça)
N25 G01 Z-6 F200 M08 (Posiciona na profundidade de corte, liga fluido de corte)
N30 G42 D31 Y6 F80 (Ativa compensação do raio, posiciona espessura de penetração-ponto 2)
N35 X102 (Movimento de corte para o ponto 3)
N40 G03 X114 Y18 R12 (Movimento circular de corte para o ponto 4)
N45 G01 Y62 (Movimento de corte para o ponto 5)
N50 G03 X102 Y74 R12 (Movimento circular de corte para o ponto 6)
N55 G01 X18 (Movimento de corte para o ponto 7)
N60 G03 X6 Y62 R12 (Movimento circular de corte para o ponto 8)
N65 G01 Y18 (Movimento de corte para o ponto 9)
N70 G03 X6 Y18 R12 (Movimento circular de corte para o ponto 10)
N75 G00 Z3 M09 (Retira a ferramenta para ponto acima da peça, desliga fluido)
N80 G40 (Cancela compensação do raio)
N85 G49 G91 G28 Z0 M19 (Cancela compensação do comprimento, home position em Z, orienta eixo)
N90 G28 X0 Y0 (Home position em X e Y)
N95 M30 (Termina programa)
1
R12
6
80
120
4
3
2
10
9
8
7 6
5
22.
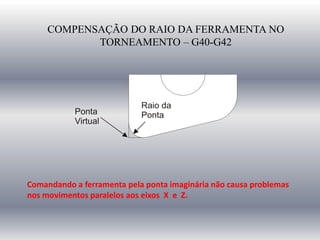
COMPENSAÇÃO DO RAIODA FERRAMENTA NO
TORNEAMENTO – G40-G42
Comandando a ferramenta pela ponta imaginária não causa problemas
nos movimentos paralelos aos eixos X e Z.
23.
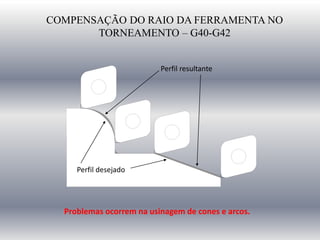
COMPENSAÇÃO DO RAIODA FERRAMENTA NO
TORNEAMENTO – G40-G42
Problemas ocorrem na usinagem de cones e arcos.
Perfil resultante
Perfil desejado
24.
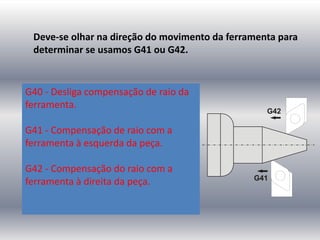
G40 - Desligacompensação de raio da
ferramenta.
G41 - Compensação de raio com a
ferramenta à esquerda da peça.
G42 - Compensação do raio com a
ferramenta à direita da peça.
Deve-se olhar na direção do movimento da ferramenta para
determinar se usamos G41 ou G42.
25.
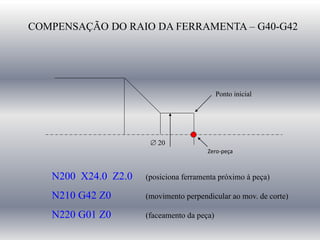
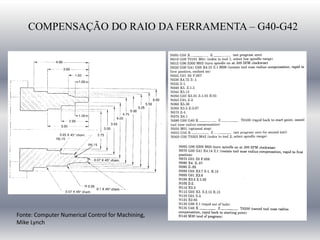
COMPENSAÇÃO DO RAIODA FERRAMENTA – G40-G42
N200 X24.0 Z2.0 (posiciona ferramenta próximo à peça)
N210 G42 Z0 (movimento perpendicular ao mov. de corte)
N220 G01 Z0 (faceamento da peça)
20
Ponto inicial
Zero-peça
26.
COMPENSAÇÃO DO RAIODA FERRAMENTA – G40-G42
Fonte: Computer Numerical Control for Machining,
Mike Lynch
27.
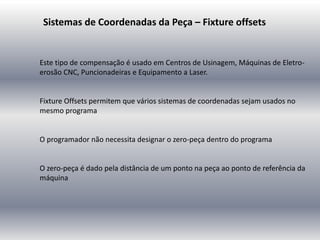
Sistemas de Coordenadasda Peça – Fixture offsets
Este tipo de compensação é usado em Centros de Usinagem, Máquinas de Eletro-
erosão CNC, Puncionadeiras e Equipamento a Laser.
Fixture Offsets permitem que vários sistemas de coordenadas sejam usados no
mesmo programa
O programador não necessita designar o zero-peça dentro do programa
O zero-peça é dado pela distância de um ponto na peça ao ponto de referência da
máquina
28.
Códigos Usados paraDesignar Offsets
• Varia de controle para controle
• Mais usado: G54 a G59 total de 6 offsets são possíveis em um programa
• O código G deve ser incluído antes (ou junto) da linha de comando do movimento
29.
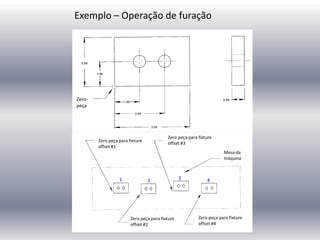
Exemplo – Operaçãode furação
Zero-
peça
Zero peça para fixture
offset #1
Zero peça para fixture
offset #4
Zero peça para fixture
offset #2
Mesa da
máquina
Zero peça para fixture
offset #3
4
3
2
1
30.
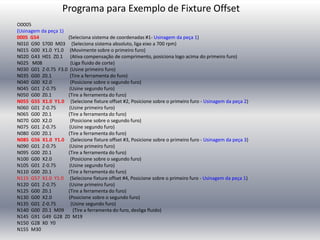
Programa para Exemplode Fixture Offset
O0005
(Usinagem da peça 1)
0005 G54 (Seleciona sistema de coordenadas #1- Usinagem da peça 1)
N010 G90 S700 M03 (Seleciona sistema absoluto, liga eixo a 700 rpm)
N015 G00 X1.0 Y1.0 (Movimente sobre o primeiro furo)
N020 G43 H01 Z0.1 (Ativa compensação de comprimento, posiciona logo acima do primeiro furo)
N025 M08 (Liga fluido de corte)
N030 G01 Z-0.75 F3.0 (Usine primeiro furo)
N035 G00 Z0.1 (Tire a ferramenta do furo)
N040 G00 X2.0 (Posicione sobre o segundo furo)
N045 G01 Z-0.75 (Usine segundo furo)
N050 G00 Z0.1 (Tire a ferramenta do furo)
N055 G55 X1.0 Y1.0 (Selecione fixture offset #2, Posicione sobre o primeiro furo - Usinagem da peça 2)
N060 G01 Z-0.75 (Usine primeiro furo)
N065 G00 Z0.1 (Tire a ferramenta do furo)
N070 G00 X2.0 (Posicione sobre o segundo furo)
N075 G01 Z-0.75 (Usine segundo furo)
N080 G00 Z0.1 (Tire a ferramenta do furo)
N085 G56 X1.0 Y1.0 (Selecione fixture offset #3, Posicione sobre o primeiro furo - Usinagem da peça 3)
N090 G01 Z-0.75 (Usine primeiro furo)
N095 G00 Z0.1 (Tire a ferramenta do furo)
N100 G00 X2.0 (Posicione sobre o segundo furo)
N105 G01 Z-0.75 (Usine segundo furo)
N110 G00 Z0.1 (Tire a ferramenta do furo)
N115 G57 X1.0 Y1.0 (Selecione fixture offset #4, Posicione sobre o primeiro furo - Usinagem da peça 1)
N120 G01 Z-0.75 (Usine primeiro furo)
N125 G00 Z0.1 (Tire a ferramenta do furo)
N130 G00 X2.0 (Posicione sobre o segundo furo)
N135 G01 Z-0.75 (Usine segundo furo)
N140 G00 Z0.1 M09 (Tire a ferramenta do furo, desliga fluido)
N145 G91 G49 G28 Z0 M19
N150 G28 X0 Y0
N155 M30
31.
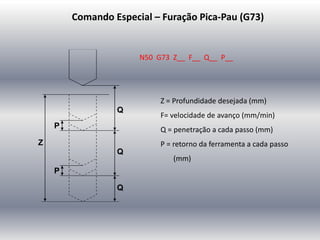
Comando Especial –Furação Pica-Pau (G73)
N50 G73 Z__ F__ Q__ P__
Z = Profundidade desejada (mm)
F= velocidade de avanço (mm/min)
Q = penetração a cada passo (mm)
P = retorno da ferramenta a cada passo
(mm)
32.
Outros Ciclos deFuração
Furação simples (G81) G81 Z__ F__
Executa o furo em apenas uma passada (um aprofundamento). A profundidade a ser
atingida é definida por Z e a velocidade de avanço é programada em F.
Furação simples com pausa (G82) G82 Z__ F__ P__
É um ciclo fixo similar ao G81. A diferença é que a ferramenta ficará girando no fundo
do furo por um tempo definido pelo parâmetro P, que é programado em milisegundos.
Furação profunda (G83) G83 Z__ F__ Q__ P__
É um ciclo muito similar a furação pica-pau (G73). A diferença está na posição de
retorno da ferramenta após cada passe de aprofundamento. Enquanto em G73 o
retorno é de alguns milímetros, neste ciclo a ferramenta volta para o ponto inicial,
auxiliando muito na retirada dos cavacos, na refrigeração do furo e refrigeração da
ponta da ferramenta.
33.
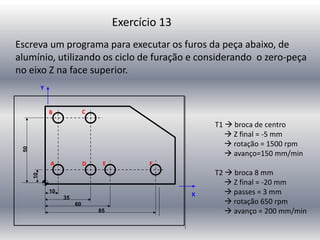
Exercício 13
T1 broca de centro
Z final = -5 mm
rotação = 1500 rpm
avanço=150 mm/min
T2 broca 8 mm
Z final = -20 mm
passes = 3 mm
rotação 650 rpm
avanço = 200 mm/min
Escreva um programa para executar os furos da peça abaixo, de
alumínio, utilizando os ciclo de furação e considerando o zero-peça
no eixo Z na face superior.
Y
X
F
E
D
C
B
A
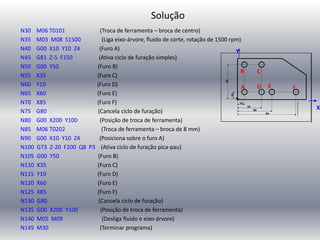
34.
Solução
N30 M06 T0101(Troca de ferramenta – broca de centro)
N35 M03 M08 S1500 (Liga eixo-árvore, fluido de corte, rotação de 1500 rpm)
N40 G00 X10 Y10 Z4 (Furo A)
N45 G81 Z-5 F150 (Ativa ciclo de furação simples)
N50 G00 Y50 (Furo B)
N55 X35 (Furo C)
N60 Y10 (Furo D)
N65 X60 (Furo E)
N70 X85 (Furo F)
N75 G80 (Cancela ciclo de furação)
N80 G00 X200 Y100 (Posição de troca de ferramenta)
N85 M06 T0202 (Troca de ferramenta – broca de 8 mm)
N90 G00 X10 Y10 Z4 (Posiciona sobre o furo A)
N100 G73 Z-20 F200 Q8 P3 (Ativa ciclo de furação pica-pau)
N105 G00 Y50 (Furo B)
N110 X35 (Furo C)
N115 Y10 (Furo D)
N120 X60 (Furo E)
N125 X85 (Furo F)
N130 G80 (Cancela ciclo de furação)
N135 G00 X200 Y100 (Posição de troca de ferramenta)
N140 M05 M09 (Desliga fluido e eixo-árvore)
N145 M30 (Terminar programa)
Y
X
F
E
D
C
B
A
35.
Formatação de umPrograma para
Centro de Usinagem CNC
•Formato de Início do Programa
•Formato de Troca de Ferramenta
•Formato de Término do Programa
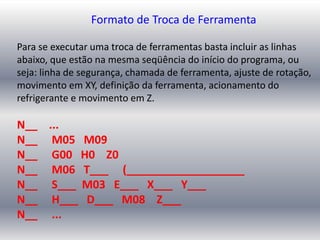
Para se executaruma troca de ferramentas basta incluir as linhas
abaixo, que estão na mesma seqüência do início do programa, ou
seja: linha de segurança, chamada de ferramenta, ajuste de rotação,
movimento em XY, definição da ferramenta, acionamento do
refrigerante e movimento em Z.
N__ ...
N__ M05 M09
N__ G00 H0 Z0
N__ M06 T___ (___________________
N__ S___ M03 E___ X___ Y___
N__ H___ D___ M08 Z___
N__ ...
Formato de Troca de Ferramenta
38.
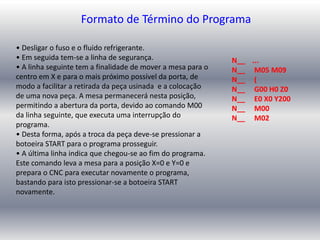
• Desligar ofuso e o fluido refrigerante.
• Em seguida tem-se a linha de segurança.
• A linha seguinte tem a finalidade de mover a mesa para o
centro em X e para o mais próximo possível da porta, de
modo a facilitar a retirada da peça usinada e a colocação
de uma nova peça. A mesa permanecerá nesta posição,
permitindo a abertura da porta, devido ao comando M00
da linha seguinte, que executa uma interrupção do
programa.
• Desta forma, após a troca da peça deve-se pressionar a
botoeira START para o programa prosseguir.
• A última linha indica que chegou-se ao fim do programa.
Este comando leva a mesa para a posição X=0 e Y=0 e
prepara o CNC para executar novamente o programa,
bastando para isto pressionar-se a botoeira START
novamente.
Formato de Término do Programa
N__ ...
N__ M05 M09
N__ (
N__ G00 H0 Z0
N__ E0 X0 Y200
N__ M00
N__ M02
39.
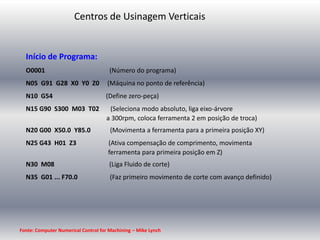
Centros de UsinagemVerticais
Fonte: Computer Numerical Control for Machining – Mike Lynch
Início de Programa:
O0001 (Número do programa)
N05 G91 G28 X0 Y0 Z0 (Máquina no ponto de referência)
N10 G54 (Define zero-peça)
N15 G90 S300 M03 T02 (Seleciona modo absoluto, liga eixo-árvore
a 300rpm, coloca ferramenta 2 em posição de troca)
N20 G00 X50.0 Y85.0 (Movimenta a ferramenta para a primeira posição XY)
N25 G43 H01 Z3 (Ativa compensação de comprimento, movimenta
ferramenta para primeira posição em Z)
N30 M08 (Liga Fluido de corte)
N35 G01 ... F70.0 (Faz primeiro movimento de corte com avanço definido)
40.
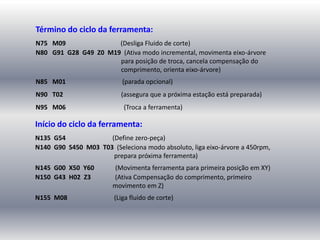
Término do cicloda ferramenta:
N75 M09 (Desliga Fluido de corte)
N80 G91 G28 G49 Z0 M19 (Ativa modo incremental, movimenta eixo-árvore
para posição de troca, cancela compensação do
comprimento, orienta eixo-árvore)
N85 M01 (parada opcional)
N90 T02 (assegura que a próxima estação está preparada)
N95 M06 (Troca a ferramenta)
Início do ciclo da ferramenta:
N135 G54 (Define zero-peça)
N140 G90 S450 M03 T03 (Seleciona modo absoluto, liga eixo-árvore a 450rpm,
prepara próxima ferramenta)
N145 G00 X50 Y60 (Movimenta ferramenta para primeira posição em XY)
N150 G43 H02 Z3 (Ativa Compensação do comprimento, primeiro
movimento em Z)
N155 M08 (Liga fluido de corte)
41.
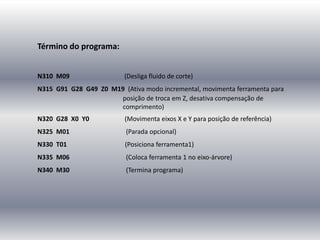
Término do programa:
N310M09 (Desliga fluido de corte)
N315 G91 G28 G49 Z0 M19 (Ativa modo incremental, movimenta ferramenta para
posição de troca em Z, desativa compensação de
comprimento)
N320 G28 X0 Y0 (Movimenta eixos X e Y para posição de referência)
N325 M01 (Parada opcional)
N330 T01 (Posiciona ferramenta1)
N335 M06 (Coloca ferramenta 1 no eixo-árvore)
N340 M30 (Termina programa)
42.
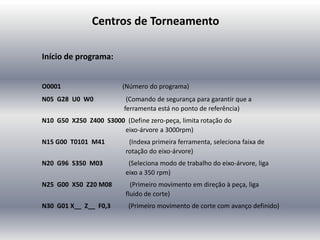
Centros de Torneamento
Iníciode programa:
O0001 (Número do programa)
N05 G28 U0 W0 (Comando de segurança para garantir que a
ferramenta está no ponto de referência)
N10 G50 X250 Z400 S3000 (Define zero-peça, limita rotação do
eixo-árvore a 3000rpm)
N15 G00 T0101 M41 (Indexa primeira ferramenta, seleciona faixa de
rotação do eixo-árvore)
N20 G96 S350 M03 (Seleciona modo de trabalho do eixo-árvore, liga
eixo a 350 rpm)
N25 G00 X50 Z20 M08 (Primeiro movimento em direção à peça, liga
fluido de corte)
N30 G01 X__ Z__ F0,3 (Primeiro movimento de corte com avanço definido)
43.
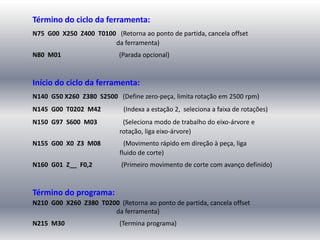
Término do cicloda ferramenta:
N75 G00 X250 Z400 T0100 (Retorna ao ponto de partida, cancela offset
da ferramenta)
N80 M01 (Parada opcional)
Início do ciclo da ferramenta:
N140 G50 X260 Z380 S2500 (Define zero-peça, limita rotação em 2500 rpm)
N145 G00 T0202 M42 (Indexa a estação 2, seleciona a faixa de rotações)
N150 G97 S600 M03 (Seleciona modo de trabalho do eixo-árvore e
rotação, liga eixo-árvore)
N155 G00 X0 Z3 M08 (Movimento rápido em direção à peça, liga
fluido de corte)
N160 G01 Z__ F0,2 (Primeiro movimento de corte com avanço definido)
Término do programa:
N210 G00 X260 Z380 T0200 (Retorna ao ponto de partida, cancela offset
da ferramenta)
N215 M30 (Termina programa)