Baixado 117 vezes

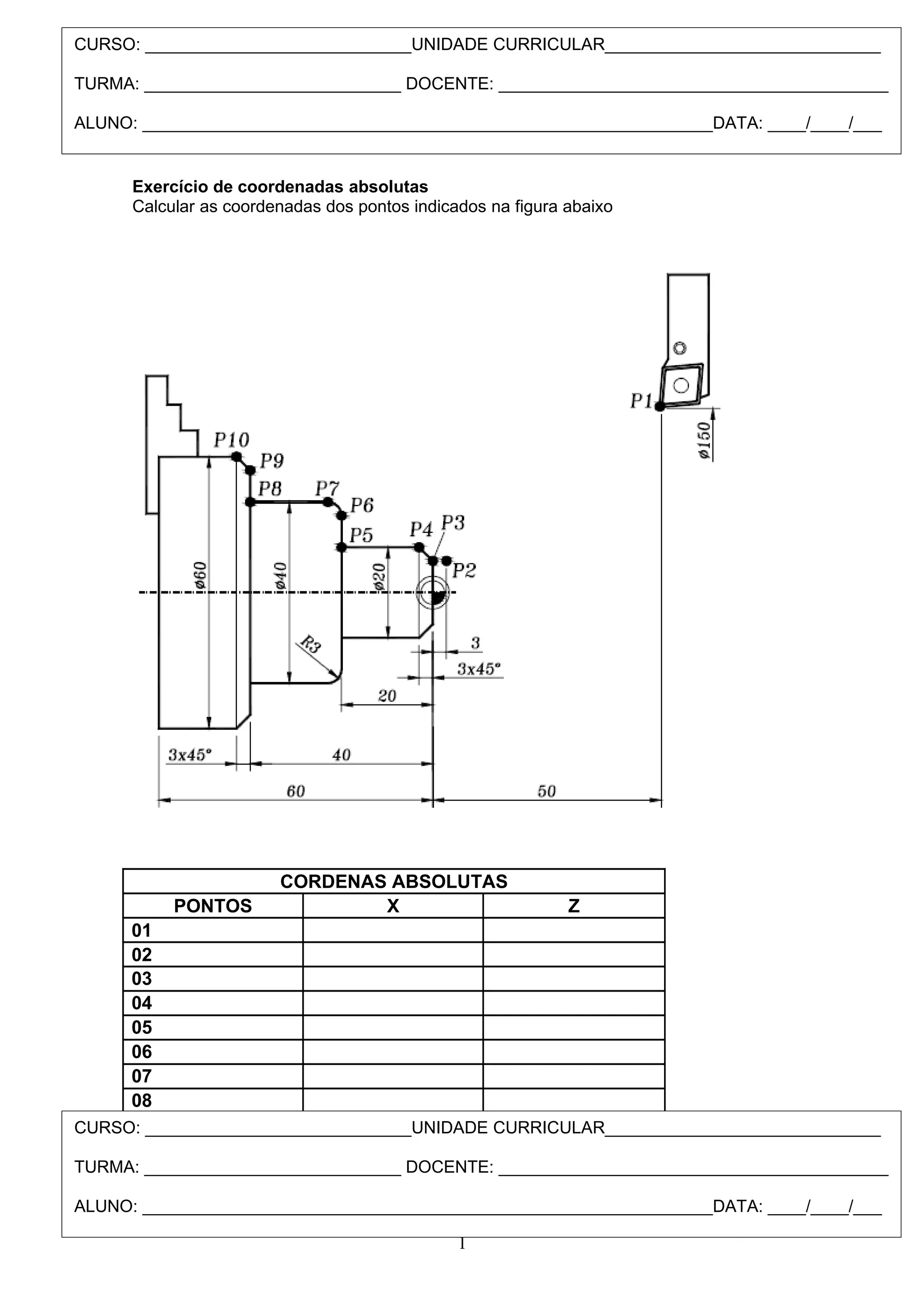
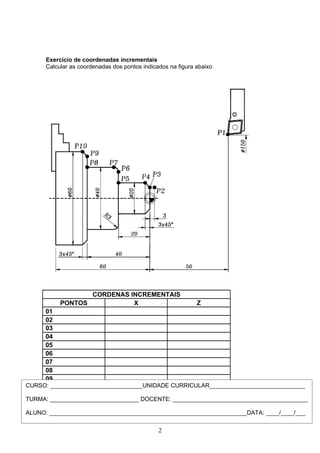
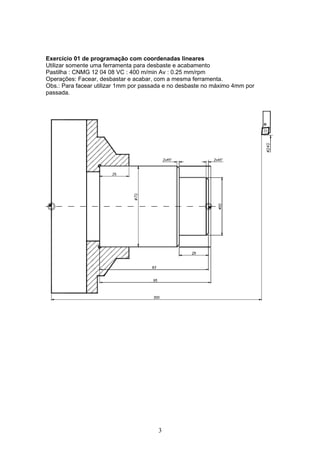
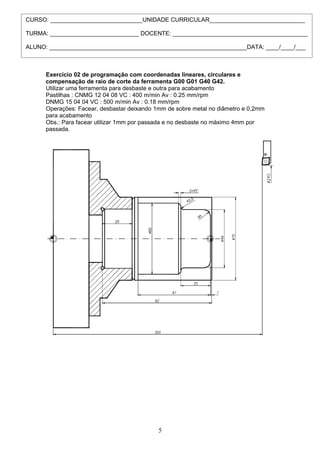
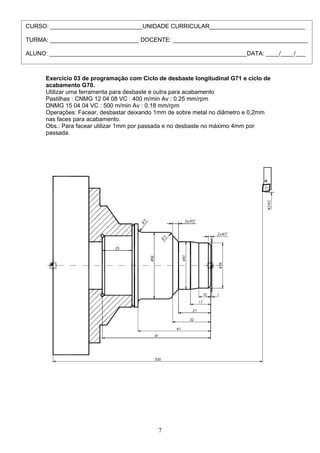
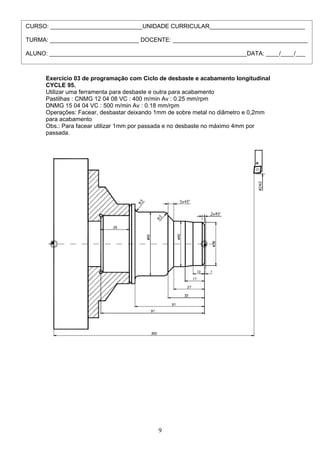


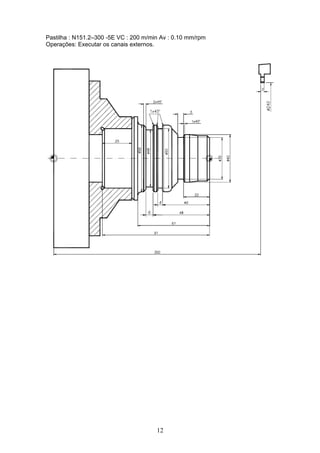
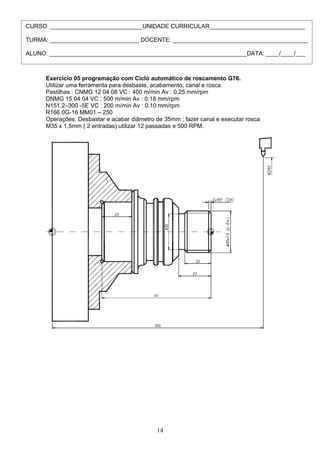
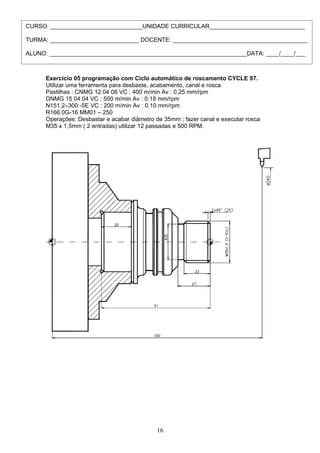


O documento apresenta uma série de exercícios de programação para cálculos de coordenadas absolutas e incrementais, além de especificações para operações de desbaste e acabamento em usinagem. Os exercícios incluem o uso de ferramentas específicas, velocidades de corte e passagens recomendadas. Também são abordados ciclos automáticos de roscamento e as respectivas configurações para execução dos trabalhos.



































































