Baixado 191 vezes
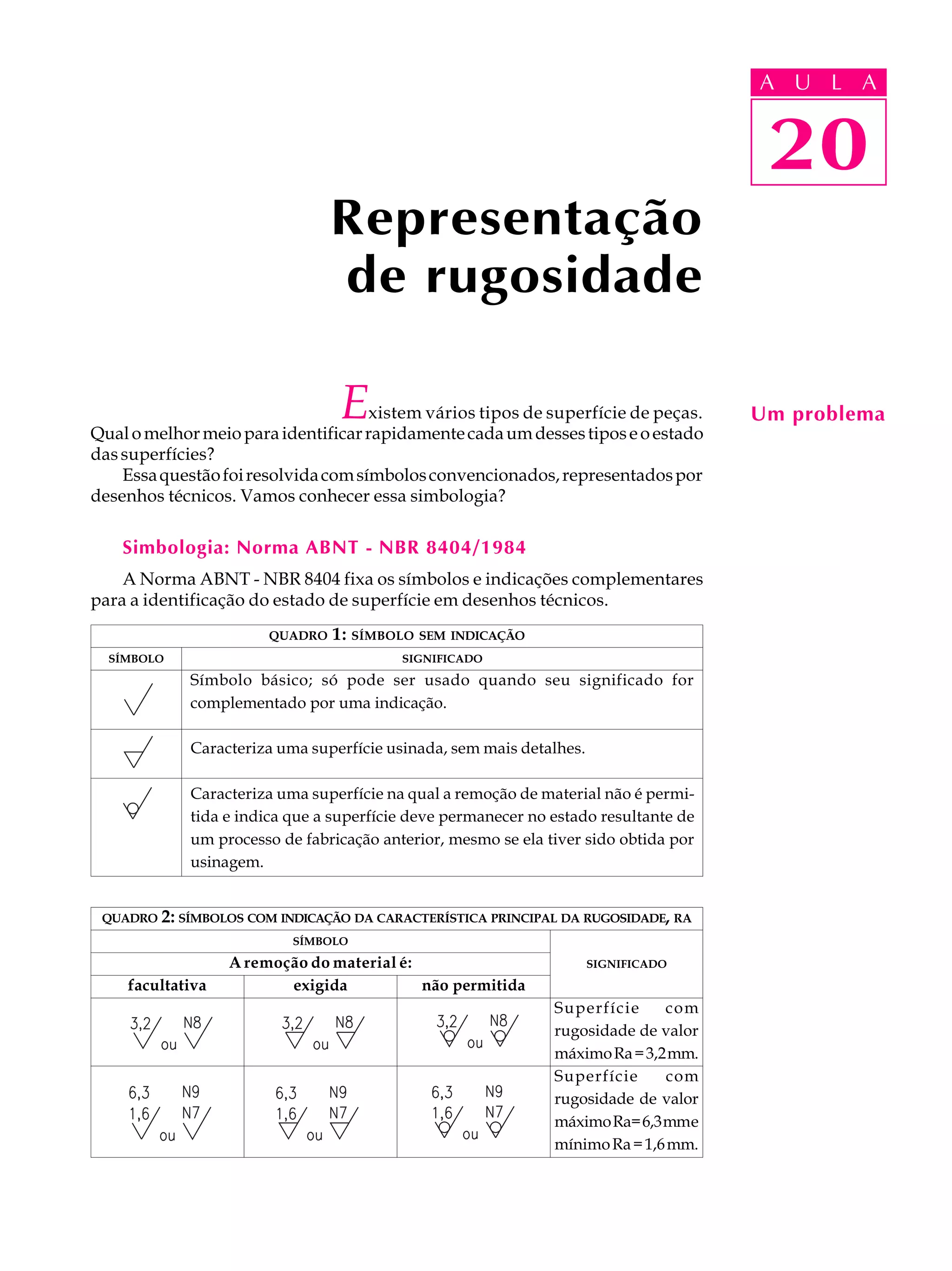

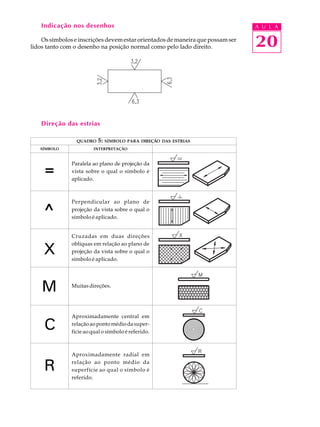


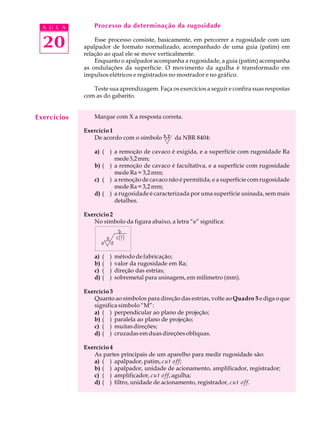

O documento descreve os símbolos e normas utilizados para representar o estado de superfície em desenhos técnicos, incluindo a simbologia para rugosidade de acordo com a norma ABNT NBR 8404. Ele também explica o funcionamento básico de um rugosímetro para medir parâmetros de rugosidade de superfícies.

































































